Чистовая управляемая операция
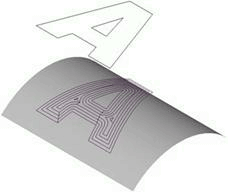
Чистовая управляемая операция успешно применяется при обработке отдельных зон детали со сложными вытянутыми криволинейными поверхностями. Целесообразно использовать её для доработки участков поверхности детали специфической формы, для обработки ряда деталей с плавным изменением геометрии поверхности, а так же для фрезерования надписей и рисунков на поверхности детали. При использовании чистовой управляемой операции для обработки пологих участков поверхности детали рекомендуется использовать в качестве направляющих кривых их внешнюю огибающую и стратегию вдоль кривых. А при обработке крутых участков – стратегию поперёк кривых с такими же направляющими.
Рабочее задание операции указывается набором твердых тел, поверхностей и сеточных объектов. Для каждого геометрического объекта или группы объектов может быть установлен дополнительный припуск, который при обработке будет добавлен к основному припуску операции.
Если заготовка и ограничивающая модель не заданы, то производится обработка всей доступной поверхности рабочего задания. Иначе обрабатываются лишь участки поверхности, лежащие внутри заготовки и вне ограничивающей модели.
Заготовка может быть задана в виде бруска, цилиндра, тела вращения с постоянным припуском или призматической формы, как остаточный материал после обработки предыдущими операциями, а также в виде свободной геометрической модели, состоящей из твердых тел, поверхностей, сеток и призм, основаниями которых являются проекции замкнутых кривых. В ограничивающей модели могут быть указаны твердые тела, поверхности и сетки, которые необходимо контролировать при обработке, а также зоны обработки и запрещенные зоны, заданные проекциями замкнутых кривых.
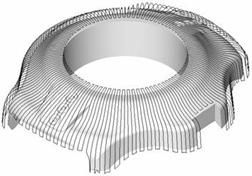
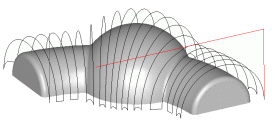
Как и в построчной операции, обработка поверхности объемной модели производится отдельными строчками. В зависимости от параметров операции, строчки лежат либо в семействе вертикальных плоскостей (поперёк направляющих кривых), либо в семействе вертикальных математических цилиндров, форма и расположение которых задается направляющими кривыми (вдоль направляющих кривых). Шаг между соседними рабочими ходами может быть постоянным или рассчитываться исходя из заданной высоты гребешка.
При использовании локальной системы координат или поворотной оси, положение обрабатываемой модели не меняется, ось вращения инструмента считается параллельной оси Z локальной системы координат, а все рабочие ходы располагаются в плоскостях или математических цилиндрах, перпендикулярных горизонтальной плоскости той же системы.
Обрабатываемые участки поверхности модели могут быть ограничены в зависимости от угла наклона нормали к оси Z. Если, например, требуется обработать пологие участки с углом наклона нормали к оси Z меньше 30°, то следует установить значения минимального и максимального углов наклона, соответственно, 0° и 30°.
Чтобы обработать только участки с небольшим отклонением нормали к поверхности детали от поверхности рабочего хода следует воспользоваться ограничением фронтального угла. Например, если требуется произвести обработку участков поверхности детали практически перпендикулярных поверхности рабочего хода, то следует установить небольшое значение фронтального угла (например, в пределах 5°).
Также возможно наложение запрета на вхождение в результирующую траекторию участков обработки ограничивающей модели и участков обката ребер.
Объединение рабочих ходов в единую траекторию может выполняться как с выполнением условия обработки только снизу вверх, так и без него. Переход между соседними рабочими ходами может осуществляться по поверхности, с добавлением отхода и подхода либо через безопасную плоскость.
Сопутствующие ссылки: