Локальная система координат операции
Область применения:
Позволяет генерировать траекторию в системе координат, дополнительно смещенной и повернутой относительно системы координат заготовки. Например, программа обработки наклонного кармана относительно системы координат заготовки будет намного проще, если она будет выведена в локальной системе координат, совмещенной с наклоном кармана. Этот метод используется для позиционной 5-координатной (3+2) обработки. При выборе значения «Авто» направление оси Z в локальной системе координат автоматически устанавливается вдоль оси вращения инструмента, которая определяется параметрами в группе «Ориентация инструмента».
Принципы работы.
По умолчанию расчет траектории операции осуществляется в системе координат заготовки (G54). Однако Вы всегда можете изменить это поведение, явно указав систему координат операции в параметре Локальная СК на панели Настройка.
Систему координат можно задать двумя способами: либо выбрав значение из выпадающего списка, либо задав систему координат в интерактивном режиме, запустив его нажатием на кнопку с тремя точками.
Выпадающий список содержит следующие пункты.
1. Выкл - локальная система координат выключена - траектория рассчитывается в системе координат заготовки.
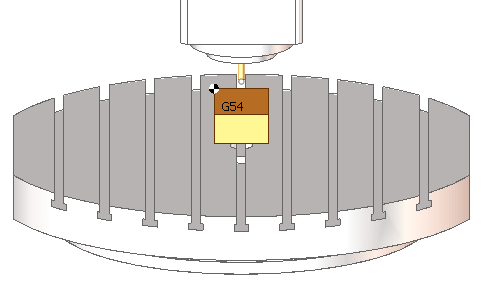
Начальное положение станка (A0 C0). G54 находится в верхнем левом углу заготовки, точка инструмента — на кончике инструмента.
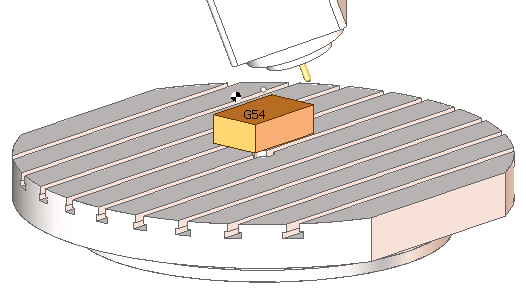
Положение станка после позиционирования по 5 осям без включенной локальной системы координат (A20 C-40). Заготовка и инструмент перемещаются, но G54 и точка инструмента остаются прежними. Сгенерированная траектория инструмента будет зависеть от настройки заготовки и длины инструмента.
2. Авто - положение локальной системы координат определяется текущей позицией станка: ось Z системы координат направлена вдоль оси инструмента, начало координат по умолчанию совпадает с нулем детали (G54), однако Вы можете изменить его в интерактивном режиме (кнопка с тремя точками).
Начальное положение станка (A0 C0). G54 находится в верхнем левом углу заготовки, точка инструмента — на кончике инструмента.
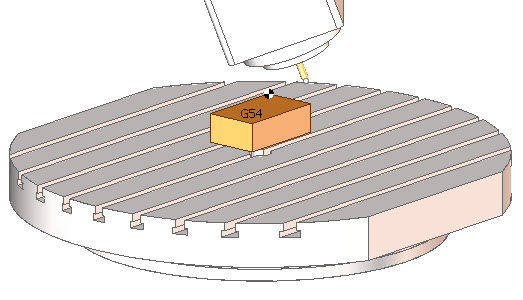
Положение станка после позиционирования по 5 осям с локальной системой координат (Local CS) в режиме AUTO (A20 C-40). G54 снова находится в верхнем левом углу заготовки, точка инструмента снова находится на кончике инструмента. Сгенерированная траектория инструмента не будет зависеть от настройки заготовки/длины инструмента
Поэтому обычно следует использовать опцию Auto параметра Local CS. Для получения дополнительной информации см. раздел Локальная система координат операции.
3. Список геометрических Систем координат проекта. Вы можете использовать в качестве локальной системы координат операции любую геометрическую систему координат.
Результатом задания локальной системы координат в операции является то, что рассчитанная управляющая программа содержит в заголовке команду <ORIGIN X Y Z A B С XInc YInc ZInc AInc BInc CInc>, а последующие перемещения выводятся в заданной системе координат. Команда <Origin> содержит всю необходимую информацию для постпроцессирования. Данная информация включает в себя следующие данные.
1. MCS - положение локальной системы координат относительно машинной системы координат заготовки (G54). Данная матрица используется в старых стойках без функции управления центром инструмента.
2. WCS - положение локальной системы координат относительно системы координат заготовки (G54), перемещающейся вслед за вращением поворотного стола. Данная матрица используется в стойках, оснащенных режимом управления центром инструмента (TCPM).
3. Координаты поворотных осей станка, осуществляющих позиционирование оси инструмента вдоль оси Z локальной системы координат.
Нажав на кнопку с многоточием рядом с параметром Local CS, вы входите в интерактивный режим определения Local CS. После позиционирования локальной системы координат просто нажмите OK, чтобы применить изменения. Узнать больше
Кроме того, некоторые элементы управления не поддерживают определение локальной системы координат пространственными углами. Эти элементы управления требуют, чтобы локальная система координат определялась фактическими углами поворота станка, выравнивая направление оси инструмента по оси Z локальной системы координат. CAM-система поддерживает такие элементы управления. Соответствующая опция доступна в разделе Параметры управления в свойствах станка.
CAM система также поддерживает режим позиционирования локальной системы координат. Данный параметр определяет поведение стойки в момент обработки команды ORIGIN. Всего доступно три режима позиционирования.
1. Без перемещений - команда ORIGIN не осуществляет перемещение рабочих органов станка.
2. Поворот - команда ORIGIN осуществляет поворот узлов станка таким образом, чтобы ось инструмента после отработки команды ORIGIN была параллельна оси Z системы координат.
3. Перемещение - .команда ORIGIN осуществляет поворот узлов станка таким образом, чтобы ось инструмента после отработки команды ORIGIN была параллельна оси Z системы координат, и позиционирует линейные оси XYZ таким образом, чтобы положение настроечной точки инструмента относительно заготовки после отработки команды ORIGIN не изменилось.
В следующей таблице приведены команды, для наиболее распространенных стоек, которые могут быть сформированы постпроцессором на основе <ORIGIN>.
|
Origin |
G92 G68 |
TRANS ROT |
Cycle 7 Cycle 19 |
Сопутствующие ссылки:
Индексная многокоординатная обработка