Индексная многокоординатная обработка
Область применения:
5-осевое позиционирование обеспечивает удобный метод изготовления деталей, требующих фрезерования на нескольких гранях, за счет минимизации настроек. 5-осевое позиционирование выполняется путем установки соответствующих значений в разделе параметров Ориентация инструмента на панели Наладка операций. Все фрезерные операции могут использоваться для обработки детали с разных сторон. В случае, если оборудование не позволяет вращать деталь или ось инструмента, необходимо изменить схему закрепления детали. В CAM-системе вы можете легко задать положение поворотных осей, щелкнув по грани детали, с которой должна быть совмещена ось инструмента
Принципы работы с окном.
Для конкретной операции вы можете задать фактические значения для положения поворотных осей, как вам нужно. После генерации траектории инструмента раздел Approach CLData будет содержать команды позиционирования поворотных осей. Затем вся программа генерируется с учетом нового положения поворотных осей.
Окно ориентации инструмента.
Вверх, Вниз, Вперед, Назад, Влево, Вправо. Если вы хотите указать одну из стандартных ортогональных ориентаций, вы можете воспользоваться кнопками с названиями, соответствующими нужному вам направлению
По виду. Вы также можете ориентировать ось машины вдоль текущего вида вектора, используемого в графическом окне
X,Y,Z. Определить вектор вращения
Боком. Опция поможет вам ориентировать инструмент вбок относительно выбранного направления, а не вдоль него.
Угол поворота. Дополнительный угол поворота.
Альтернативное решение. Вариант, если станок позволяет обеспечить одинаковое относительное положение инструмента относительно заготовки несколькими способами.
Вы можете легко задать положение осей вращения, щелкнув по поверхности детали.
По умолчанию операция осуществляет расчет траектории в Системе координат заготовки , но вы всегда можете изменить такое поведение, явно указав Локальную систему координат операции в параметре Локальная СК на панели Наладка.
Большинство современных стоек ЧПУ требуют обязательное использование локальных систем координат для индексной пяти координатной обработки. Без задания поворота локальной системы координат положение нуля детали в стойке (G54), а также положение настроечной точки инструмента, задаваемое корректором, не изменяется после изменения положения поворотных осей - стойка ведет себя как обычное трех координатное УЧПУ, ничего не знающее о кинематике станка. Однако, после вызова команды поворота системы координат (Heidenhain CYCLE 19, Plane function) стойка осуществляет пересчет положения ноля детали и настроечной точки инструмента в соответствии с реальным положением рабочих органов станка. В результате управляющая программа получается независимой от положения детали на поворотном столе и вылета инструмента (см. рисунки ниже).
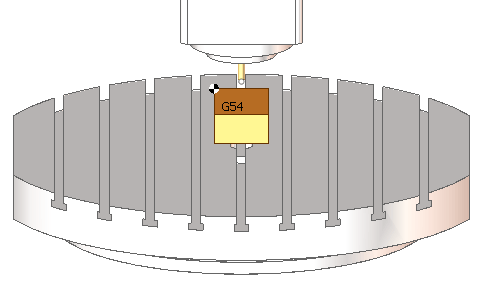
Начальное положение станка (A0 C0). G54 расположена в левом верхнем углу заготовки, настроечная точка инструмента совпадает с кончиком
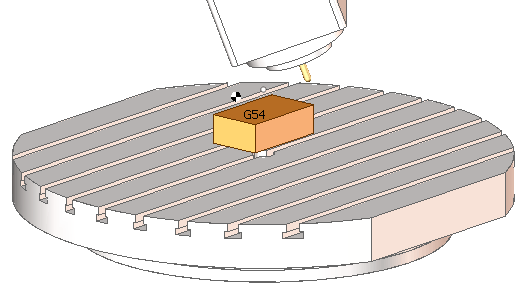
Положение станка после пяти осевого позиционирования без задания системы координат (A20 C-40). Ноль детали и настроечная точка инструмента не изменили своего положения в пространстве, в то время как заготовка и инструмент изменили. Рассчитанная траектория будет зависеть от положения детали на станке и вылета инструмента
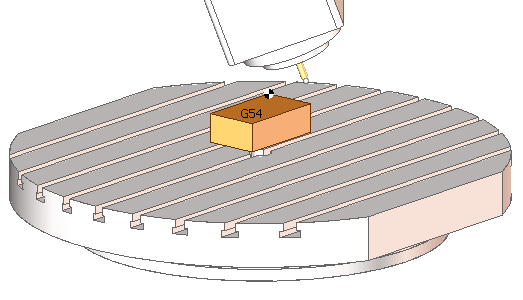
Положение станка после пяти осевого позиционирования с заданием системы координат (A20 C-40). G54 снова находится в левом верхнем углу заготовки, а настроечная точка инструмента вновь совпадает с его кончиком. Рассчитанная управляющая программа будет независима от положения детали на станке и вылета инструмента.
В виду этого, в большинстве случаев для стоек, оборудованных функцией вращения системы координат, рекомендуется выставлять параметр Локальная СК в значение Авто . За дополнительной информацией обращайтесь к разделу Локальная система координат операции .
Сопутствующие ссылки:
Настройка технологических операций
Система координат заготовки (G54 - G59)