Способ перехода
<Переход инструмента> это перемещение инструмента между обрабатываемыми контурами. Не следует путать с технологическим термином <Переход>.
Если деталь обрабатывается одним инструментом, а траектория обработки представляет собой перемещение инструмента вдоль нескольких контуров, тогда возникает необходимость формирования технологических условий перехода от контура к контуру.
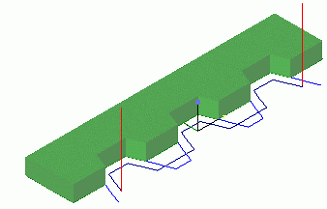
В операциях объемной обработки переходы с одного рабочего хода на другой осуществляются следующими способами:
<Переход по поверхности>. Переход инструмента осуществляется без отрыва от обрабатываемой модели. При небольшом расстоянии между точками конца и начала соседних рабочих ходов для выполнения перехода такого типа требуется наименьшее время.
<Переход с отходом-подходом>. В конечной точке рабочего хода осуществляется отход согласно заданному способу, потом переход на рабочей подаче к первой точке следующего подхода, затем подход к согласно заданному способу к первой точке следующего рабочего хода. Такой переход занимает больше времени, но переход осуществляется без касания обрабатываемой поверхности.
<Переход через безопасную плоскость>. В конечной точке рабочего хода осуществляется отход согласно заданному способу. Затем подъем на ускоренной подаче до безопасной плоскости. Переход на ускоренной подаче в безопасной плоскости. Затем опускание инструмента и подход согласно заданному способу подхода.
Так как способы перехода по поверхности и с отходом-подходом являются оптимальными лишь при небольшой длине перехода, то при необходимости осуществления перехода большой протяженности, независимо от установленного типа перехода, автоматически генерируется переход через безопасную плоскость.
Способ перехода задается в окне параметров операции на странице <Стратегия>.
В операциях обработки кривой CAM система предоставляет пользователю следующие способы формирования переходов:
<По безопасной плоскости>;
<Вокруг заготовки и на заданной высоте Z>;
<На высоте Z>;
<Вокруг заготовки>.
По безопасной плоскости
Этот способ наиболее часто применяем, но он не оптимален с точки зрения трудоемкости обработки. Уровень безопасной плоскости задается в окне параметров операции на странице <Параметры>. Переход осуществляется, как правило, на ускоренном перемещении (G0).
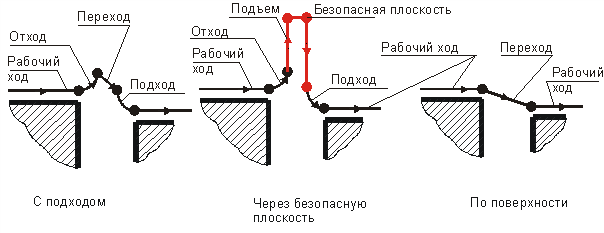
Переход инструмента вокруг заготовки и на заданной высоте Z
Если в окне параметров операции на странице <Стратегия обработки> не включать режим <Минимизация холостых ходов>, тогда порядок обработки контуров будет определяться порядком расположения контуров в списке окна <Рабочего задания>. Для определения последовательности обработки контуров с учетом оптимизации по критериям минимальной длины холостых перемещений следует в окне параметров операции на странице <Стратегия обработки> включить режим <Минимизация холостых ходов>.
CAM система в режиме 2D обработка позволяет работать как с использованием, так и без использования заготовки. Если заготовка не используется, тогда переходы между рабочими контурами осуществляются либо по плоскости безопасности, либо на заданном уровне по Z.
Использование заготовки обеспечивает более безопасный режим работы, так как система автоматически формирует траекторию перехода с учетом контроля от столкновения инструмента с заготовкой, так же в этом случае CAM система предоставляет технологу более широкие возможности для создания оптимальной траектории обработки. <Заготовка> задается в окне <Модель>.
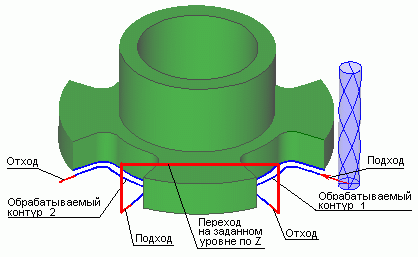
По кратчайшему пути вокруг заготовки.
Траектория будет сформирована по кратчайшему пути вокруг профиля заготовки на уровне расположения рабочих контуров. Для задания подачи следует в окне параметров операции на странице <Подачи> выбрать режим <Подача перехода к следующей строчке> и в поле задания значения подачи установить требуемую величину. Заготовка должна быть задана в обязательном порядке.
Траектория перехода зависит от формы заготовки и формируется в виде огибающей кривой вокруг встречающихся участков заготовки. На форму кривой перехода так же влияет расстояние от заготовки до точек отхода и подхода к контурам.
Пример изменения траектории в зависимости от значения этой величины (h) приведен на рисунке. Траектория может изменять свой вид от прямой линии до кривой повторяющей форму заготовки как показано на рисунке. Вогнутые участки заготовки проходятся по кратчайшей кривой, выпуклые – по огибающей.
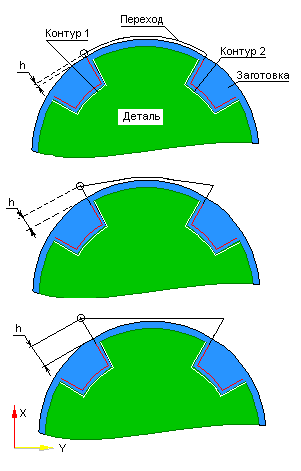
Кривая перехода строится практически в касание с боковой поверхностью фрезы профиля заготовки, поэтому на практике, при задании заготовки, в окне <Модель> необходимо установить дополнительный припуск на заготовку.
Для получения необходимого вида кривой перехода следует применять различные значения h для точек подхода и отхода, а так же изменять профиль заготовки.
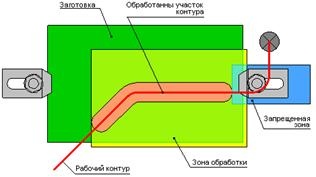
Следует особо рассмотреть случай, когда контур имеет участки, выступающие за площадь заготовки. В CAM системе существует правило – если задана заготовка, траектория обработки формируется только в пределах заготовки. Если к тому же заданы зоны обработки и запрещенные зоны, то траектория формируется в пределах площади заготовки, внутри имеющихся зон обработки и снаружи запрещенных зон (см. рисунок). Все это накладывает определенные условия на формирование траекторий переходов.
На рисунке траектория сформирована без учета заготовки. Использован участок включения и выключения коррекции по касательной. Как видно из рисунка траектория сформирована эквидистантно к рабочему контуру:
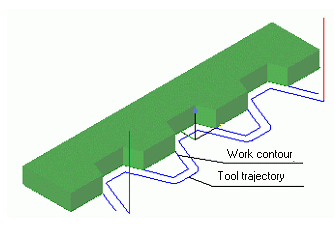
Задана заготовка (брусок). Траектория сформирована уже с учетом заготовки, т.е. в площади заготовки. За пределами заготовки обработка не производится. К каждому участку автоматически добавлены участки включения и выключения коррекции. Переход фрезы с участка на участок осуществляется по плоскости безопасности:
Параметры операции те же что и у предыдущей, разница в переходах. В данном случае использован переход на заданном уровне:
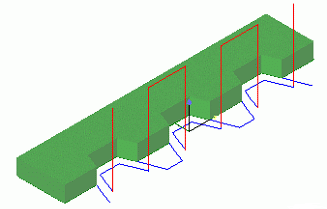
В этой операции использован переход вокруг заготовки. Следует отметить, что кадр включения и отключения коррекции автоматически пристыковывается к соответствующим участкам рабочего контура: