Стратегия электроэрозионных операций обработки контура и операции Резка 4D
Задание множества параметров, определяющих стратегию обработки детали, производится в окне <Параметры операции> на странице <Стратегия>. Открытие окна производится с помощью кнопки <Параметры>, расположенной на закладке <Технология>. На странице представлено множество панелей с полями ввода и поясняющими рисунками. Состав панелей определяется типом текущей операции.
Операции электроэрозионной обработки контура включают следующий набор параметров:
<Тип коррекции> – определяет способ, при помощи которого формируется смещение проволоки относительно заданного контура.

Доступны следующие типы коррекции:
<Компьютер> – система сама рассчитывает уже откорректированную траекторию перемещения проволоки и коды включения коррекции в управляющую программу не выводятся. В регистры, отвечающие за величину коррекции, значения смещений не заносятся.
<Стойка> – система выводит в управляющую программу коды включения коррекции, и не рассчитывает смещение проволоки. В регистры, отвечающие за величину коррекции, заносятся значения смещений для каждого прохода. Коррекция полностью рассчитывается стойкой ЧПУ.
<Оба> – система выводит в управляющую программу траекторию уже с учетом смещений, но при этом в управляющую программу выводятся также и коды включения коррекции. Регистры, отвечающие за величину коррекции, системой не заполняются.
<Оба с инверсией> – коррекция рассчитывается аналогично типу <Оба>, но направление коррекции меняется на противоположное.
<Выключена> – смещение проволоки относительно заданного в рабочем задании контура не производится. Коды коррекции в управляющую программу не выводятся. Регистры, отвечающие за величину коррекции, системой не заполняются.
Величина коррекции для каждого прохода определяется как <Величина смещения>, заданная в окне <Режимы> для конкретного прохода, плюс величина припуска, заданная в параметрах операции. Для типов коррекции <Компьютер>, <Оба> и <Оба с инверсией> на данную величину системой строится эквидистанта, а для случая <Стойка> эта величина заносится в регистр с номером равным <Коду смещения>, указанному для соответствующего прохода в окне <Режимы>.
Направление коррекции устанавливается для каждого контура индивидуально внутри рабочего задания операции, в зависимости от типа контура: <Выступ> или <Отверстие>.
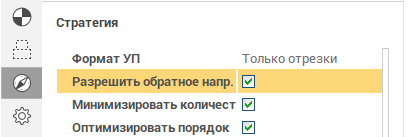
<Переменное направление проходов> – при включении данной опции система будет выбирать то направление обхода контура, которое обеспечивает наименьшую длину траектории. Если опция выключена, то направление обхода всегда будет соответствовать тому, которое указано в рабочем задании для данного контура.
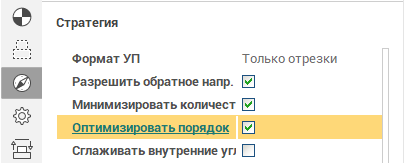
<Оптимизировать порядок обработки> – параметр определяет последовательность обхода контуров, в случае, если в рабочем задании указано более одного контура. При включенном параметре последовательность обхода выбирается таким образом, чтобы длина переходов между контурами была минимальной. Если параметр выключен, то последовательность обхода будет соответствовать порядку расположения контуров в рабочем задании операции.
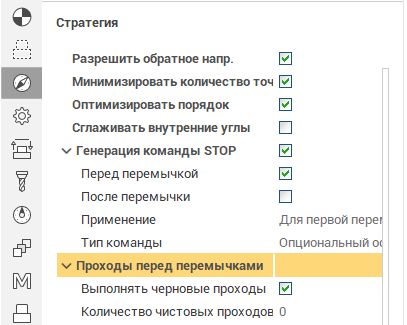
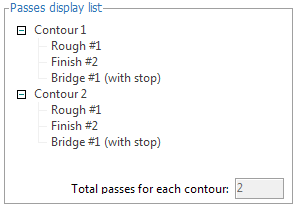
<Проходы до перемычек> – параметры на этой панели определяют количество проходов, которое будет выполнено для каждого контура рабочего задания перед тем, как будет произведена обрезка перемычек. Если формирование перемычек отключено, то данные параметры определяют общее количество проходов для каждого контура. Если опция <Выполнять черновой проход> включена, то для каждого конура будет выполнен один черновой проход, а также столько чистовых проходов, сколько определено в поле <Число чистовых проходов>. При выключении данной опции ни черновой, ни чистовые проходы до обрезки перемычек не выполняются. Приближенная последовательность выполнения проходов, в зависимости от установленных параметров, отображается на информационной панели <Список проходов>.
<Перемычки>. В некоторых случаях, например, если рабочее задание представляет собой ряд замкнутых контуров, проход по полному контуру детали может привести к нежелательным выпадениям частей заготовки. Система предоставляет определенный набор параметров, позволяющих оставлять на заготовке специальные недоработанные участки, называемые перемычками. При достижении проволокой подобных участков, системой будут формироваться технологические остановы, после которых должны быть предприняты некоторые дополнительные меры по фиксации определенных участков заготовки. Затем недоработанные перемычки могут быть автоматически подрезаны. Параметры и расположение перемычек на контурах следует указывать в рабочем задании операции. На панели <Перемычки> задаются параметры, определяющие количество проходов для обрезки перемычек, количество проходов для зачистки контура после обрезки перемычек, а также параметры определяющие последовательность выполнения данных проходов. Если опция <Включить> не установлена, то обрезка перемычек не выполняется, как не выполняются и чистовые проходы после обрезки перемычек. Соответственно, все поля на панели становятся недоступными.
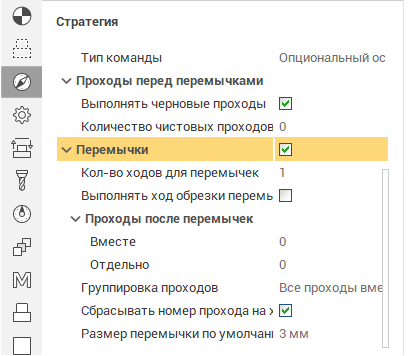
В поле <Число проходов для перемычек> задается количество проходов, которое будет выполнено для обрезки каждой перемычки каждого контура. Если при этом установлена опция <Сбрасывать номер прохода на перемычках>, то отсчет номера прохода, который определяет условия резания, будет производится с начала, т.е. с того значения, которое установлено на закладке <Режимы> в поле <Нач. № прохода>. Иначе отсчет номера прохода будет продолжен. То есть, если последний проход до обрезки перемычек имел номер N, то первому проходу обрезки перемычки будет присвоен номер N+1, второму – N+2 и т.д.
При выключенной опции <Срезать перемычки на чистовом проходе> после выполнения последнего прохода до обрезки перемычек будет выполнен отход. Затем будет осуществлен подход в точку начала перемычки и будет произведена ее обрезка. Если опцию <Срезать перемычки на чистовом проходе> включить, то отход на последнем проходе до обрезки перемычек произведен не будет, а будет сразу выполнена обрезка перемычки.
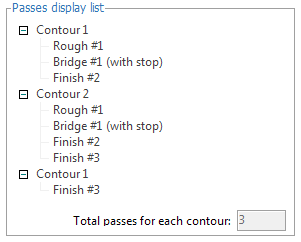
Поля <Совместные проходы после перемычек> и <Раздельные проходы после перемычек> вместе определяют количество чистовых проходов после обрезки перемычек, которое будет выполнено по всей длине каждого контура из рабочего задания для зачистки получаемой поверхности детали. Различаются эти параметры последовательностью выполнения проходов в случае, если количество контуров больше 1. Пример последовательности для каждого из типов чистовых проходов показан на рисунке ниже.
|
Последовательность выполнения "совместных" проходов: |
Последовательность выполнения "раздельных" проходов: |
|
|
|
В выпадающем списке <Группировка проходов> можно выбрать способы группировки различных типов проходов для случая наличия в рабочем задании нескольких контуров. В списке доступны следующие пункты:
<Все проходы вместе> – все черновые проходы, проходы обрезки перемычек и чистовые проходы выполняются сначала для одного контура, лишь затем происходит переход к следующему контуру.
<Перемычки и чистовые вместе> – сначала выполняются черновые проходы для всех контуров, затем проходы обрезки перемычек и чистовые проходы выполняются вместе для каждого контура.
<Черновые, перемычки и чистовые раздельно> – сначала для всех контуров выполняются черновые проходы без обрезки перемычек, затем для всех контуров производится обрезка перемычек без выполнения чистовых проходов и, наконец, выполняются чистовые проходы для всех контуров.
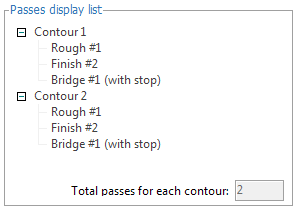
Приближенная последовательность выполнения проходов, в зависимости от установленных параметров отображается на информационной панели <Список проходов>.
<Список проходов>. На странице <Стратегия> для эрозионных операций обработки контура представлено множество параметров, переключая которые можно управлять способом и порядком обработки контуров рабочего задания. Для лучшего понимания влияния того или иного параметра на последовательность обработки в том же окне расположена информационная панель <Список проходов>. При изменении какого-либо параметра, влияющего на стратегию обработки, меняется также и содержимое данной информационной панели. Большую часть панели занимает область просмотра в виде двухуровневого дерева проходов. В данном дереве элементами верхнего уровня отображаются номера контуров, а элементами нижнего уровня отображаются типы проходов с указанием номера, который определяет условия резания для соответствующего прохода. В нижней части панели находится поле, служащее для отображения наибольшего для каждого контура номера прохода, определяющего условия резания.
Примечание: Информационная панель <Список проходов> служит только для отображения информации. Все поля, находящиеся на ней, доступны только для чтения. Управлять содержимым окна можно лишь при помощи параметров, расположенных на других панелях того же окна. Информация, показываемая на панели, является приближенной и может не соответствовать реальной последовательности обработки, так как при ее формировании не учитывается действительная геометрия контуров, находящихся в рабочем задании операции. С целью исключения необходимости заполнения окна параметров лишь после указания рабочего задания операции, список проходов заполняется всегда на примере двух абстрактных контуров.
Примечание: При задании количества проходов в стратегии необходимо внимательно следить за тем, чтобы максимальный номер прохода в поле <Всего проходов для каждого контура> совпадал с количеством проходов, определенных при задании условий резания на закладке <Режимы>. В случае несоответствия количества проходов на детали может оставаться недоработанный материал.
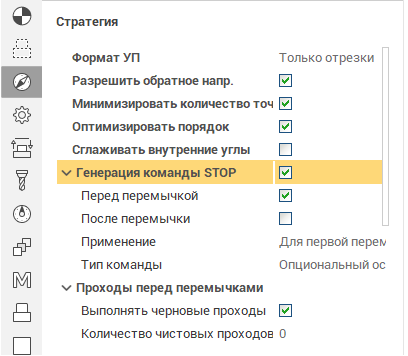
<Параметры останова>. Опции, расположенные на этой панели, позволяют регулировать вывод команд технологического останова в управляющую программу на проходах обрезки перемычек. Команды технологического останова выводятся в управляющую программу только при выставленной опции <Включить>. Следующие две опции определяют момент вывода останова. При наличии галочки в поле <Перед перемычкой> команда останова будет выведена после выполнения подхода к началу перемычки, т.е. перед ее обрезкой. При наличии галочки в поле <После перемычки> команда останова будет выведена после выполнения обрезки, но перед выполнением отхода из конечной точки перемычки в точку обрезки проволоки. Эти опции работают независимо, т.е. могут быть выставлены одновременно.
Выпадающий список <Использование> определяет, для каких перемычек следует использовать технологические остановы. Возможны следующие варианты:
<Для каждой перемычки> – команды технологического останова будут выводиться в управляющую программу при обрезке каждой перемычки, заданной в операции.
<Для первой перемычки в контуре> – команды технологического останова будут выводиться в управляющую программу только при достижении первой перемычки каждого контура.
<Для первой перемычки в операции> – команда технологического останова выводится в управляющую программу только при обрезке первой перемычки данной операции.
Параметр <Тип команды> определяет конкретный тип выводимой команды технологического останова и может принимать два значения:
<Опциональный останов (M01)> – команда "опциональный" или "дополнительный" останов позволяет, в отличие от обычной команды останова, переключателем в стойке ЧПУ указывать необходимость прерывания выполнения управляющей программы. Обычно данной команде соответствует вспомогательный код <M01>.
<Останов (M00)> – команда осуществляет безусловное прерывание выполнения управляющей программы. Обычно ей соответствует вспомогательный код <M00>.
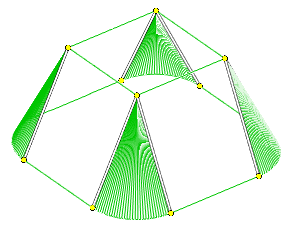
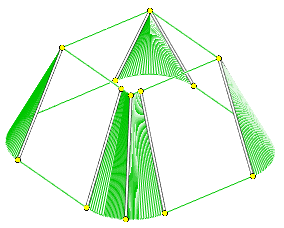
<Исправлять вырожденные кадры>. Функция исправления вырожденных кадров доступна в операции <4D электроэрозионная обработка контура>. Иногда при задании соответствий элементов верхнего и нижнего контуров получаются случаи, когда элементу на одном контуре, соответствует элемент нулевой (или близкой к нулевой) длины на другом контуре. В приведенном ниже примере на рисунке слева дугам на нижнем контуре соответствуют вырожденные сегменты верхнего. Часто стойки ЧПУ не способны обрабатывать подобные случаи, т.к. им не хватает геометрической информации в вырожденных кадрах, например, для отработки коррекции. Поэтому подобных случаев следует избегать. Достигается это либо вручную при указании соответствий в рабочем задании операции, либо использованием функции исправления вырожденных кадров. В последнем случае система сама распознает в контурах кадры очень малой длины и "раздвигает" их на определенную величину, как показано на приведенном рисунке справа.
|
Контур с вырожденными кадрами: |
Контур с одним исправленным кадром: |
|
|
|
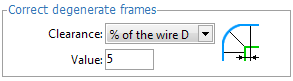
На панели <Исправлять вырожденные кадры> можно включить или выключить функцию, а также указать величину, на которую следует раздвигать вырожденные элементы. В выпадающем списке <Зазор> доступны следующие пункты:
<Выкл.> – при выборе данного пункта функция исправления вырожденных кадров отключена.
<Расстояние> – функция включена. Величина зазора, вводимая в текстовом поле ниже, задается в текущих единицах измерения системы (миллиметрах или дюймах).
<% D проволоки> – функция включена. Величина зазора, вводимая в текстовом поле ниже, задается в процентах от установленного диаметра проволоки.
Сопутствующие ссылки: