Позиционирование инструмента
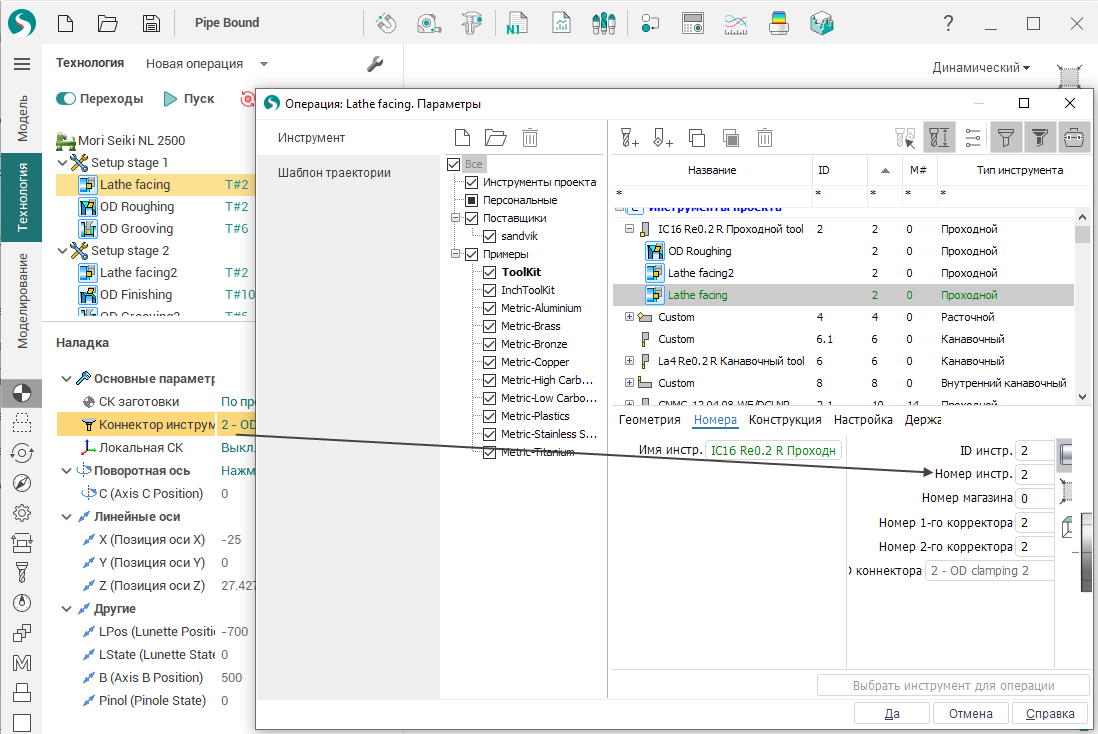
После того, как был задан способ закрепления детали и определена точка смены инструмента, можно создавать различные операции. Главным параметром каждой операции является инструмент, которым будет производиться обработка. На токарно-револьверных обрабатывающих центрах позиция коннектора инструмента (номер позиции револьвера) однозначно определяет номер инструмента, который будет использован в управляющей программе. Таким образом, при изменении коннектора автоматически изменяется номер инструмента. Обратная взаимосвязь отсутствует, т.е. при изменении номера инструмента коннектор не меняется.
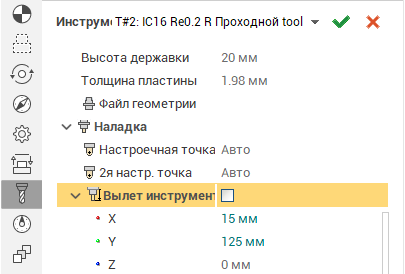
В главе посвященной точке смены инструмента было сказано, что вылет инструмента влияет на часть управляющей программы, обеспечивающую перемещение в точку смены. Вылет определяет координаты настроечной точки инструмента в системе координат блока револьверной головки. Вылет задается в окне инструмента на странице технология
Сопутствующие ссылки: