Точка смены инструмента
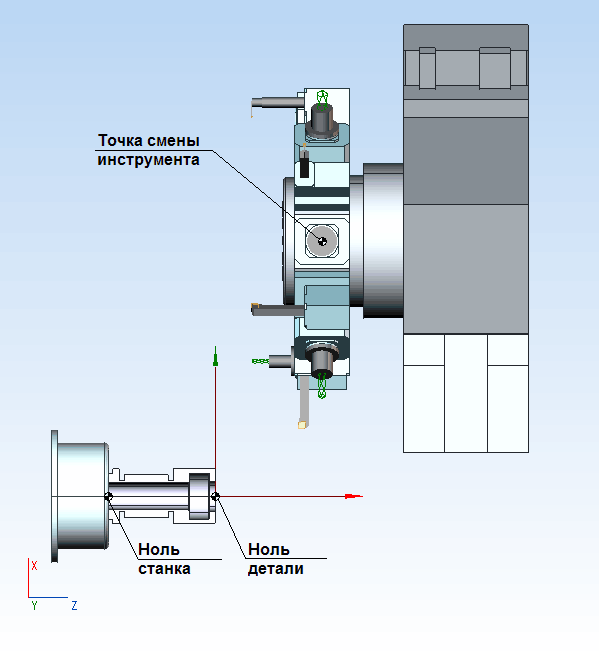
Координаты точки смены инструмента отсчитываются от нуля станка. В CAM системе как правило, ноль токарного станка по оси Z располагается на торце патрона. Таким образом, координата Z точки смены инструмента может быть вычислена по следующей формуле:
Z смены инструмента = длина (вылет) детали + вылет самого длинного осевого инструмента + безопасное расстояние
Позиция X точки смены инструмента определяет расстояние центра револьверной головки от оси шпинделя, таким образом:
X смены инструмента = радиус заготовки + вылет самого длинного радиального инструмента + радиус револьвера + безопасное расстояние.
В некоторых схемах станка точка привязки на револьверной головке может быть смещена по оси X на некоторое расстояние. В этом случае задание точки смены подбирают экспериментально.
Нужно отметить, что при формировании осевого или радиального отходов точка смены инструмента влияет на управляющую программу. Например, радиальный отход в точку смены выполняется за два движения, Первое движение переводит кончик инструмента по оси X таким образом, чтобы центр револьверной головки оказался в координате X смены инструмента. Таким образом в управляющую программу будет выведена координата:
X = X смены инструмента - вылет инструмента по оси - радиус револьверной головки
Последующее движение выполняется командой < GOHOME > (G28), то есть не задает координаты.
Сопутствующие ссылки:
Обработка на токарно-фрезерных обрабатывающих центрах