Фрезерование резьбы (W5DThreadMill(490))
При помощи цикла фрезерования резьбы может быть осуществлено как непосредственно фрезерование резьбы в отверстии (или на бобышке), так и обработка отверстия по спирали. Обработка по спирали бывает полезной в случаях, когда диаметр отверстия превышает диаметр инструмента. Инструмент совершает вращение вокруг оси отверстия с одновременным перемещением вдоль оси. Диаметр спирали выбирается в соответствии с заданным диаметром отверстия и размером инструмента. Обработка может производиться в несколько проходов до достижения необходимого диаметра отверстия.
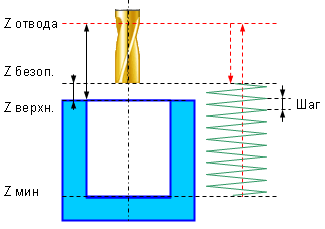
Обработка по спирали может включать в себя следующие шаги.
Ускоренный подвод инструмента к центру отверстия на уровне <Z отвода>.
Опускание на ускоренном ходу до уровня <Z безопасной>.
Подход на рабочей подаче к началу спиралевидного участка.
Спиралевидный рабочий ход инструмента до глубины <Z мин>.
Опциональный проход по окружности на нижнем уровне. Диаметр окружности равен диаметру спирали.
Отход к центру отверстия.
Подъем на ускоренной подаче до уровня <Z безопасной>.
При включении дополнительных черновых и чистовых проходов предыдущие пять шагов могут быть повторены до получения нужного диаметра отверстия.
Подъем на ускоренной подаче до уровня <Z отвода>.
<Резьбофрезерование> – современная альтернатива обычному нарезанию резьбы метчиком или плашкой. Оно обладает рядом преимуществ:
глухие и сквозные, правые и левые резьбы нарезаются одним инструментом;
различные резьбы с одинаковым шагом могут обрабатываться одним инструментом;
все точностные параметры могут быть обеспечены одним инструментом;
получение точной резьбы возможно практически до дна глухого отверстия, так как фреза не имеет заходной фаски;
обработка различных материалов одним инструментом;
высокая надежность процесса благодаря хорошему отводу стружки;
высокая производительность резьбофрезерования за счет высоких скоростей резания и подач;
низкий крутящий момент на шпинделе станка даже при обработке крупных резьб.
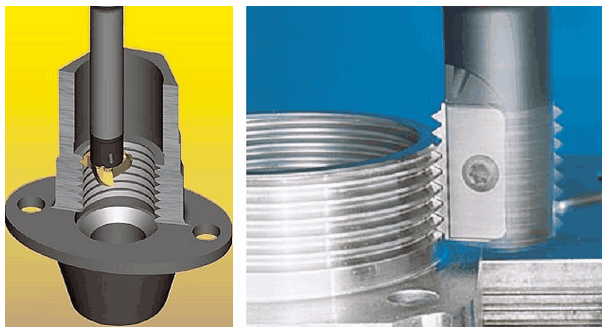
В качестве резьбофрезерного применяются как инструменты с одни зубом, так и инструменты со множеством зубьев, что позволяет за один проход получать сразу несколько витков резьбы. Последовательность шагов при обработке инструментом с одним зубом мало чем отличается от обработки по спирали.
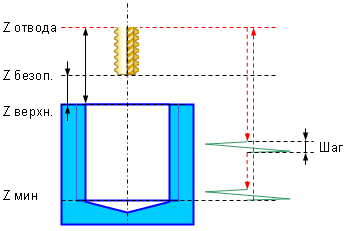
При использовании многозубого инструмента последовательность выполнения цикла резьбофрезерования может быть следующей.
Ускоренный подвод инструмента к центру отверстия на уровне <Z отвода>.
Опускание на ускоренном ходу до уровня <Z безопасной>.
Опускание на ускоренном ходу на расстояние, равное длине рабочей части инструмента, которая определяется количеством и размером зубьев фрезы (шагом резьбы).
Подход на рабочей подаче к началу спиралевидного участка.
Обработка вдоль одного витка спирали с шагом равным шагу резьбы.
Отход к центру отверстия.
В случае, если одного витка спирали недостаточно для получения резьбы на всю глубину отверстия, опускание на длину рабочей части инструмента и обработка вдоль витка спирали повторяются до достижения требуемой глубины отверстия.
Осуществляется подъем на ускоренной подаче до уровня <Z отвода>.
При включении дополнительных черновых и чистовых проходов вся последовательность шагов может повторяться, пока не будет обеспечена заданная глубина резьбы.
Поле <Тип резьбы> определяет отверстие или бобышку следует обрабатывать. Если выбрано значение <Внутренняя>, то предполагается, что в отверстии нарезается внутренняя резьба. Если выбрано значение <Внешняя>, то предполагается нарезание внешней резьбы на бобышке.
По технологическим причинам в одних случаях резьбофрезерование должно выполняться сверху вниз, в других – снизу вверх вдоль оси отверстия. Соответствующий переключатель на панели называется <Способ обработки>.
Тип резьбы – правая или левая – задается в поле <Направл. спирали>. Для случая обработки отверстия по спирали удобным может оказаться задание направления спирали в зависимости от направления вращения шпинделя инструмента. Для этого в выпадающем списке <Направл. спирали> имеются пункты <Попутное> и <Встречное>. При попутном типе фрезерования направление вращения инструмента и направление спирали совпадают, а при встречном – противоположны друг другу. Направление вращения инструмента задается на странице <Инструмент> окна параметров операции.
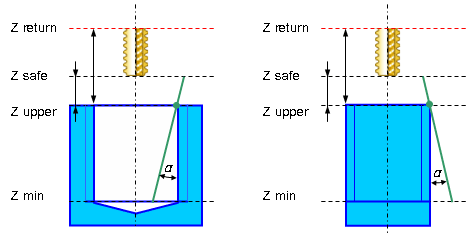
Для фрезерования конических резьб следует включить галочку <Угол конусности>, и в числовом поле рядом указать величину угла конусности в градусах. Угол конуса всегда отсчитывается от верхнего уровня отверстия (бобышки). При фрезеровании внутренней резьбы положительным направлением отсчета угла конуса является направление к центру отверстия. При фрезеровании наружной резьбы положительным направлением отсчета угла конуса считается направление от центра бобышки.
Шаг резьбы для резьбофрезерования или шаг спирали для обработки отверстия по спирали задается в поле <Шаг спирали>. Если в выпадающем списке выбрать пункт <Угол врезания (a)>, то шаг определяется углом наклона спирали в градусах и зависит от диаметра отверстия и диаметра инструмента. При выборе пункта <Расстояние (Hi)> шаг задается как фиксированное значение в виде расстояния в текущих единицах измерения системы.
При обработке отверстия по спирали может оказаться полезной функция, переключаемая галочкой <Округлить кол-во оборотов до целого>. При ее включении шаг спирали пересчитывается таким образом, чтобы на глубине отверстия уместилось целое число витков спирали, ближайшее к количеству витков, которое получается при заданном шаге. При резьбофрезеровании данную опцию следует отключать, т.к. при ее включении шаг спирали получается приближенным.
Флаг <Проход на нижнем уровне> управляет проходом по окружности, который выполняется при достижении дна отверстия. При включении флага, после достижения дна отверстия на спиральном ходе, выполняется проход вдоль полной окружности, диаметр которой равен диаметру спирали. При выключенном флаге проход по окружности не выполняется. Для резьбофрезерования рекомендуется данный параметр оставлять выключенным.
Фрезерование многозаходной резьбы можно осуществить, если в поле <Кол-во заходов> указать количество заходов большее 1. При значении 1 для данного параметра будет сформирован цикл фрезерования однозаходной резьбы.
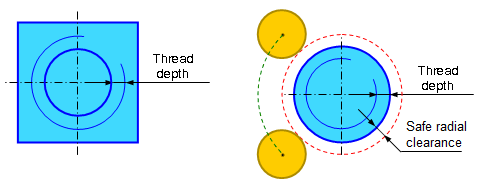
Параметр, задаваемый в поле <Глубина резьбы>, позволяет задать соотношение между наружным и внутренним диаметрами резьбы. Он учитывается по-разному для внутренней и наружной резьб. При обработке отверстия (внутренняя резьба) диаметр, задаваемый в рабочем задании, определяет внутренний диаметр резьбы. Наружный диаметр определяется как сумма внутреннего диаметра и параметра <Глубина резьбы>. При обработке бобышки (наружная резьба) диаметр, задаваемый в рабочем задании, определяет наружный диаметр резьбы. Внутренний диаметр определяется как разность наружного диаметра и параметра <Глубина резьбы>.
Глубина резьбы может задаваться как абсолютным значением в текущих единицах измерения системы (миллиметрах или дюймах), если в выпадающем списке выбрать пункт <Расстояние>, так и в процентах от диаметра инструмента при выборе пункта <% D инстр.>.
Кроме того, для корректной обработки наружной резьбы необходимо задать величину безопасного радиального зазора. Она определяет радиус, на котором инструмент может безопасно обходить бобышку в случае необходимости.
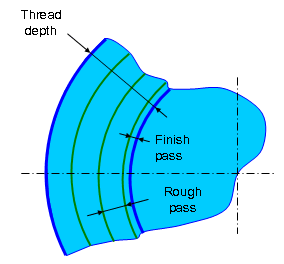
Фрезерование резьбы может производиться в несколько проходов. Для этого нужно включить черновые проходы или чистовой проход. Если включена галочка <Чистовой ход>, то в поле справа становится доступным числовое поле для ввода припуска чистового прохода. В этом случае перед окончательным проходом будет выполнен дополнительный проход, после которого останется указанная величина припуска. Оставшаяся часть глубины резьбы также может быть разбита на несколько проходов. Шаг разбивки может задаваться несколькими способами, которые выбираются в выпадающем списке <Шаг чернового хода>. В нем имеются следующие пункты.
<Выкл.>. Черновые проходы не выполняются и весь припуск снимается за один проход.
<Расстояние>. Шаг черновых проходов задается абсолютным значением в текущих единицах измерения системы (мм или дюймах).
<% D инстр.>. Шаг задается в процентах от диаметра инструмента.
<Количество>. В числовом поле рядом указывается количество проходов, за которое необходимо снять весь припуск. Соответственно шаг определяется припуском, деленным на количество проходов.
Поле <Подход / отход> позволяет выбрать вариант подхода к начальной точке спирали и отхода от конечной точки. Доступны следующие варианты:
<Отрезок>. Для случая внутренней обработки подход осуществляется по прямой, от центра отверстия до начальной точки рабочего хода. В случае наружной обработки подход осуществляется по отрезку прямой, начальная точка которого находится на расстоянии безопасного радиального зазора от наружного диаметра резьбы.
<Дуга>. Подход по дуге позволяет получать более плавные начало и окончание резьбы. Радиус и угол дуги подхода можно указать в соответствующих полях, расположенных рядом. Причем радиус может принимать отрицательные значения. Это может понадобиться для плавного врезания в случае наружной обработки, если хочется чтобы направление кривизны дуги совпадало с направлением кривизны траектории.
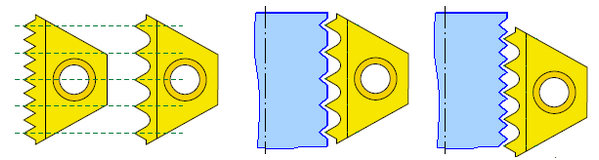
Параметр <Тип траектории> предназначен для цикла резьбофрезерования и определяет вид траектории в зависимости от используемого типа инструмента. Он может принимать следующие значения.
<Непрерывная>. Данный тип траектории предназначен для использования с однозубым инструментом, который способен за один виток спирали сформировать только один виток резьбы. Траектория в этом случае выглядит как одна непрерывная спираль.

<С переходом вдоль оси>. Данный тип предназначен для использования с многозубым инструментом, который может за один виток спирали сформировать сразу несколько витков резьбы. Траектория получается в виде последовательности расположенных друг над другом витков спирали, между которыми совершается ускоренный переход вдоль оси на величину, равную длине рабочей части инструмента.

Для цикла обработки отверстия по спирали следует использовать тип траектории <Непрерывная>.
Параметр <Рабочая длина инструмента> доступен только для типа траектории <С переходом вдоль оси> и определяет длину перехода между двумя соседними витками спирали. Фактически он должен быть равен умноженному на шаг резьбы количеству витков резьбы, которые может сформировать инструмент за один виток спирали.

Вследствие технологической сложности изготовления инструментов для фрезерования мелких резьб иногда для получения резьбы с мелким шагом используют инструменты, имеющие большее чем шаг резьбы расстояние между зубьями. Причем это расстояние всегда должно быть кратно шагу резьбы. В этих случаях для получения резьбы нужного мелкого шага инструменту требуется совершить сразу несколько витков спирали. Например, если расстояние между зубьями инструмента в два раза больше шага резьбы, то он должен описать два витка спирали с шагом резьбы, т.к. за один виток спирали будет получена только половина витков резьбы. Количество витков спирали, которые должен совершить инструмент для получения нужного шага резьбы задается параметром <Число витков>. В большинстве случаев данный параметр равен 1, что означает равенство шага резьбы с шагом зубьев инструмента.
Сопутствующие ссылки: