Операция обработки отверстий
Область применения:
Операции обработки отверстий предназначены для сверления, центрирования, растачивания, зенковки, нарезания резьбы, фрезерования резьбы и обработки карманов. Он может обрабатывать отверстия, не лежащие в одной плоскости и не лежащие в ортогональных плоскостях. Операцию можно использовать как для обработки отверстий в модели, так и для предварительного сверления точек погружения инструмента для выполнения карманов и операций.
Наладка:
Вкладка Наладка используется для конфигурации основных параметров проекта. Это может включать в себя позиционирование детали на оборудовании, систему координат детали и многое другое. Узнать больше
Рабочее задание:
Центр. Создайте отверстие по центральной точке.
Создать. Создайте отверстие путем ввода координат. Узнать больше
Распознать. Автоматическое распознавание отверстий в детали. Узнать больше
Схема. Создает массив отверстий по схеме Узнать больше
Сортировка. Сортировка с использованием некоторых параметров для сортировки списка отверстий. Узнать больше
Свойства. Отображает свойства элемента. Есть возможность добавить припуск. Вы также можете вызвать это меню двойным щелчком по элементу в списке.
Удалить. Удаляет элемент из списка
Стратегия:
Тип цикла.
Эта группа определяет основные параметры различных видов обработки отверстий.
Тип цикла:
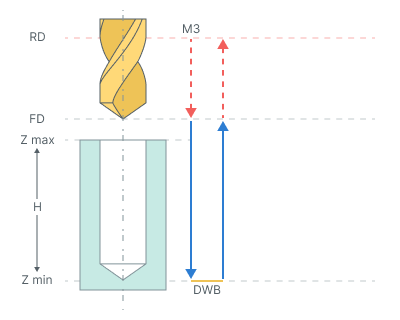
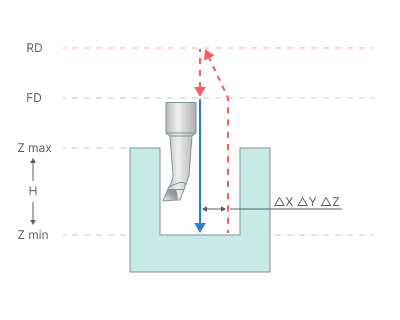
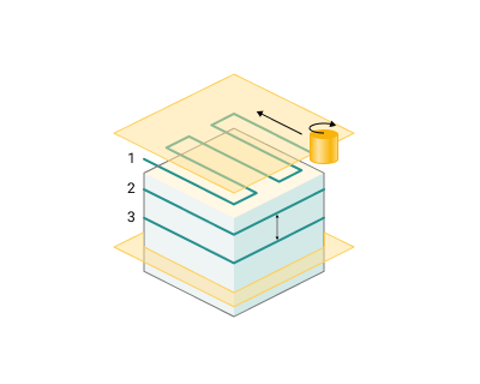
Простое сверление. Цикл сверления сверлит отверстия с быстрым подводом к безопасному уровню и быстрым отводом к безопасному уровню.
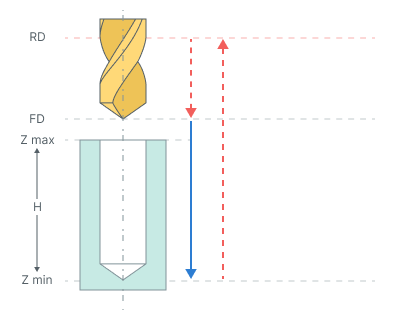
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
Дополнительную информацию можно получить из справки (F1).
Сверление с выстоем. Цикл сверления сверлит отверстия с быстрым приближением к безопасному уровню, задержкой на уровне дна отверстия и быстрым отводом на уровень безопасной плоскости.
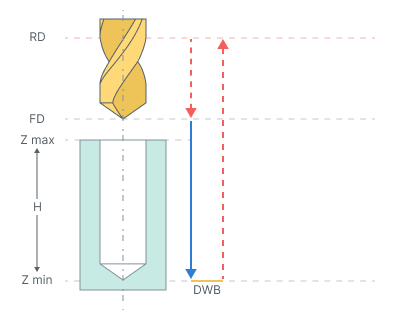
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4)Задержка внизу (DWB)
Дополнительную информацию можно получить из справки (F1).
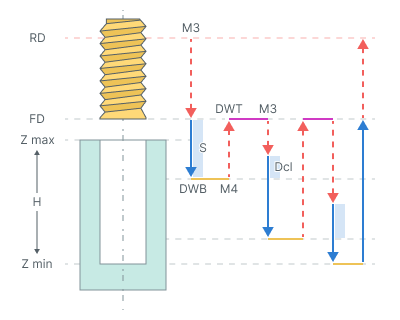
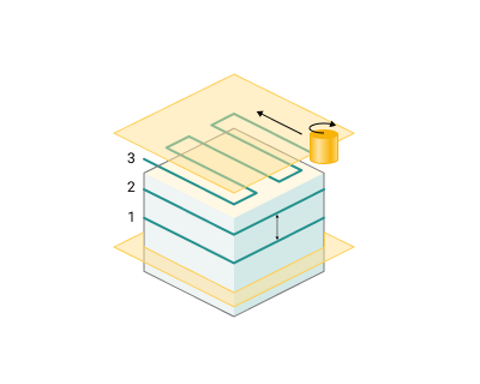
Глубокое с удалением стружки. При сверлении с циклом удаления стружки выполняется перемещение инструмента к центру отверстия на уровне быстрого расстояния (RD) и последующее циклическое сверление с отводом инструмента на уровень расстояния подачи (FD).
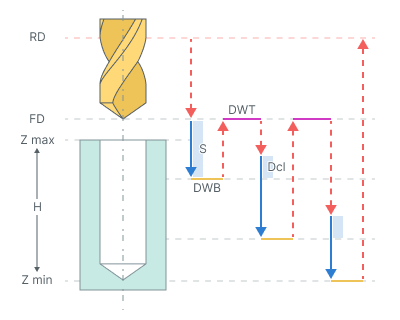
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Шаг (S)
4) Задержка внизу (DWB)
5) Недоход (Dcl)
6) Задержка наверху (DWT)
Дополнительную информацию можно получить из справки (F1).
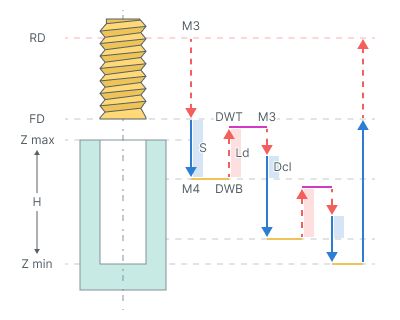
Глубокое с ломкой стружки. Сверление с циклом стружколомания выполняет подвод инструмента к центру отверстия на быстром расстоянии (RD). При циклическом сверлении производится отвод инструмента для ломки стружки.
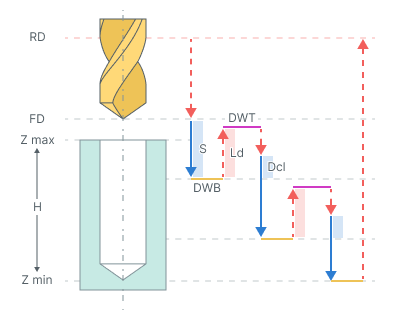
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Шаг (S)
4) Задержка внизу (DWB)
5) Отход (Ld)
6) Недоход (Dcl)
7) Задержка наверху (DWT)
Дополнительную информацию можно получить из справки (F1).
Нарезание резьбы. Цикл нарезания резьбы выполняет быстрый подвод к уровню (RD), нарезание резьбы с последующим отводом на рабочей скорости подачи с обратным вращением шпинделя.

Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Реверс шпинделя M4
Дополнительную информацию можно получить из справки (F1).
Расточка тип 5. Цикл растачивания выполняет подвод инструмента к центру отверстия, растачивание отверстия с остановкой на минимальном уровне и отвод рабочей подачи до уровня Расстояния возврата (RD).
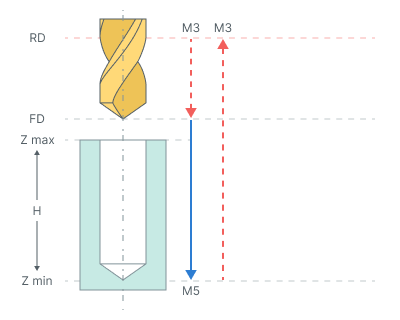
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Остановка шпинделя M5
Дополнительную информацию можно получить из справки (F1).
Расточка тип 6. Цикл растачивания выполняет подвод инструмента к центру отверстия, растачивание отверстия с остановкой на минимальном уровне и быстрый отвод на уровень быстрого расстояния (RD).
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Остановка шпинделя M5
Имеет дополнительную опцию Ориентированный отвод инструмента
Дополнительную информацию можно получить из справки (F1).
Расточка тип 7. Цикл растачивания выполняет подвод инструмента к центру отверстия, растачивание отверстия с остановкой на минимальном уровне и ручной отвод на уровень быстрого расстояния (RD).
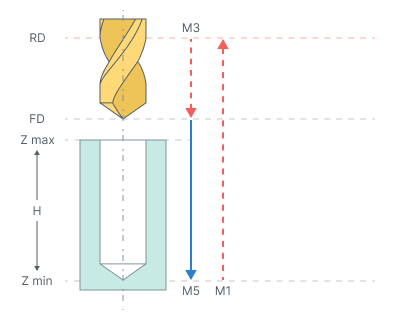
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Остановка шпинделя M5
5) M1 -ожидание оператора
Имеет дополнительную опцию Ориентированный отвод инструмента
Дополнительную информацию можно получить из справки (F1).
Расточка тип 8. Тип цикла сверления сверлит отверстия с быстрым подводом к безопасному уровню, задержкой на уровне дна отверстия, остановкой шпинделя и ручным отводом на уровень безопасной плоскости.
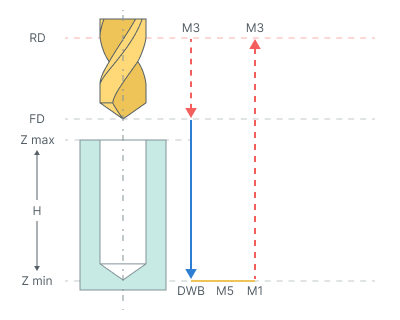
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Остановка шпинделя M5
5) Задержка внизу (DWB)
6) M1 -ожидание оператора
Дополнительную информацию можно получить из справки (F1).
Расточка тип 9. Тип цикла растачивания растачивает отверстия с быстрым подводом к безопасному уровню, задержкой на уровне дна отверстия, остановкой шпинделя и ручным отводом на уровень безопасной плоскости.
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Задержка внизу (DWB)
Дополнительную информацию можно получить из справки (F1).
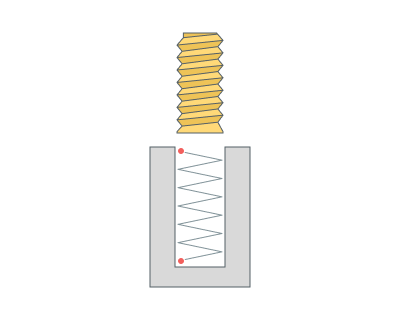
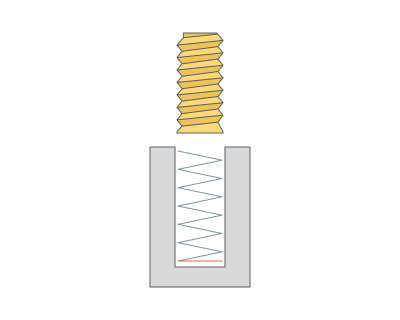
По спирали (резьбофрезерование). Цикл резьбофрезерования используется для обработки наружной или внутренней резьбы или для обработки отверстия по спирали. Спиральная обработка используется тогда, когда диаметр отверстия больше диаметра инструмента. Инструмент вращается вокруг оси отверстия и одновременно перемещается вдоль оси. Диаметр спирали выбирается в зависимости от отверстия и размеров инструмента. Обработку можно выполнять за несколько проходов для фрезерования отверстий нужного диаметра.
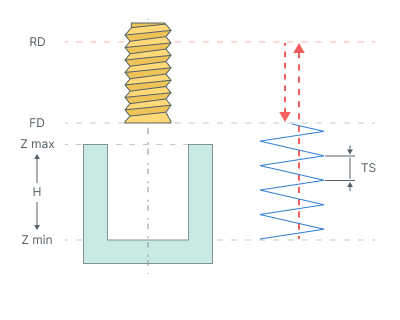
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Шаг резьбы (TS)
4) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Задержка внизу (DWB)
Дополнительную информацию можно получить из справки (F1).
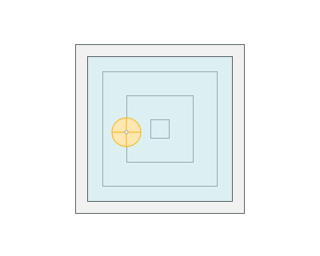
Выборка отверстий. Цикл используется для обработки отверстий, диаметр которых превышает диаметр инструмента. Карманы выполняются послойно. Инструмент врезается по спирали в каждый слой, а затем расширяет отверстие до нужного диаметра, перемещаясь по спирали Архимеда с чистовым проходом по окружности. Спираль Архимеда аппроксимируется дугами окружностей.
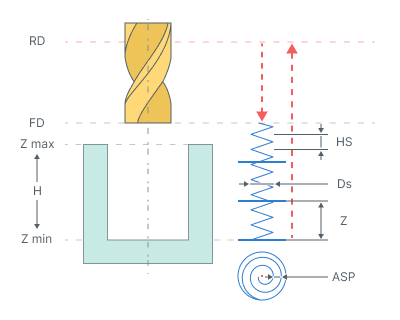
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Глубина спирали Глубина резания (Z)
4) Диаметр спирали (Ds)
5) Шаг спирали (HS)
6) Архимедова спираль с Шаг спирали Архимеда (ASP)
Дополнительную информацию можно получить из справки (F1).
Нарезание резьбы с удалением стружки.
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Шаг резьбы (S)
4) Реверс шпинделя M4
5) Задержка внизу (DWB)
6) Задержка наверху (DWT)
7) Недоход (Dcl)
Дополнительную информацию можно получить из справки (F1).
Нарезание резьбы с ломкой стружки.
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Уровня Расстояния рабочей подачи (FD), который расположен на вкладке переходы.
3) Шаг резьбы (S)
4) Реверс шпинделя M4
5) Отход (Ld)
5) Задержка внизу (DWB)
6) Задержка наверху (DWT)
7) Недоход (Dcl)
Дополнительную информацию можно получить из справки (F1).
Расточка канавки. Для этой операции рекомендуется использовать параметр «Ориентированный отвод инструмента».
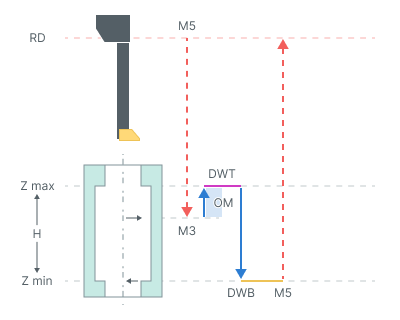
Цикл состоит из:
1) Уровня Расстояния возврата (RD) ,который расположен на вкладке переходы.
2) Длина обратного хода(OM)
3) Задержка наверху (DWT)
4) Z min, который расположен на вкладке Рабочее задание. Если вы хотите использовать относительные значения используйте параметр H = Zmax - Zmin.
4) Задержка внизу (DWB)
5) Остановка шпинделя (M5)
Дополнительную информацию можно получить из справки (F1).
Ниже приведены параметры, которые могут отличаться от типа сверления.
Задержка наверху. Определяет задержку на верхнем уровне отверстия. (См. подсказку по типу цикла).
Задержка внизу. Определяет задержку на нижнем уровне отверстия. (См. подсказку по типу цикла).
Шаг (S). При сверлении глубоких отверстий подразумевается расстояние или приращение между последовательными проходами сверла при сверлении глубоких отверстий (См. подсказку по типу цикла).
Недоход (Dcl). Это значение необходимо для холостого перемещения на предыдущий уровень глубины. Инструмент не достигает предыдущего уровня резания на расстоянии, указанном в этом значении. Как только инструмент достигнет заданного значения, движение будет выполнено на рабочем ходу до следующего уровня (См. подсказку по типу цикла).
Отход (Ld). Значение отскока от предыдущего шага резания (См. подсказку по типу цикла).
Шаг спирали (HS). Определяет шаг спирали для обработки спирального отверстия или шаг резьбы в случае нарезания резьбы. (См. подсказку по типу цикла).
Диаметр спирали (%D инстр.) (Ds). Определяет диаметр спирали при врезании. (См. подсказку по типу цикла).
Шаг спирали Архимеда (%D инстр.) (ASP). Архимедова спираль с шагом спирали (ASP) на конкретном уровне продолжает обработку до тех пор, пока ось инструмента не достигнет круга с диаметром, равным диаметру отверстия, уменьшенному на диаметр инструмента (См. подсказку по типу цикла).
Глубина резания (Z). Определяет расстояние между горизонтальными слоями для движения с шагом спирали (ASP) (См. подсказку по типу цикла).
Длина обратного хода (OM) . Рабочая длина движения инструмента (См. подсказку по типу цикла).
Шаг резьбы (TS). Определяет шаг спирали для обработки спирального отверстия или шаг резьбы в случае нарезания резьбы. (См. подсказку по типу цикла).
Уменьшение (DG). Глубина каждого последующего шага уменьшается на определенное значение. Уменьшение шага происходит до тех пор, пока его значение не станет не менее Минимальный шаг. Дальнейшие шаги будут равны минимальному значению. (См. подсказку по типу цикла).
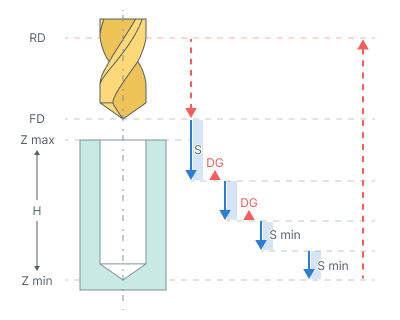
Выкл.: Шаг постоянен. Финальный шаг выполняется для доработки оставшейся глубины резания.
Минимальный шаг (% шага) (Smin). Минимальный шаг определяется в процентах от значения первого шага.
Шаг резьбы. Задает шаг в миллиметрах или дюймах в зависимости от текущих единиц измерения.
Угловая позиция шпинделя. Используется для многозаходной резьбы и задает начальное положение Положение шпинделя в градусах.
Тип патрона. Часто в системах ЧПУ для обработки материалов предлагаются различные циклы, специально настроенные для различных типов резьбовых соединений, которые можно разделить на плавающие или фиксированные.
Плавающий.
Фиксированный.
Ориентированный отвод инструмента. Ориентированный отвод инструмента позволяет производить отвод инструмента без контакта с обработанной поверхностью на обратном ходу. Для этого после достижения конечной глубины отверстия производится останов шпинделя под строго определенным углом и небольшое смещение в сторону. Затем осуществляется вывод инструмента при остановленном шпинделе.
Угол ориентации шпинделя. Задает начальное положение шпинделя в градусах.
ΔX, ΔY, ΔZ - Смещение от центра отверстия (см. подсказку об отводе ориентированного инструмента).
Тип резьбы. Параметр указывает, является ли резьба внешней (OD) или внутренней (ID).
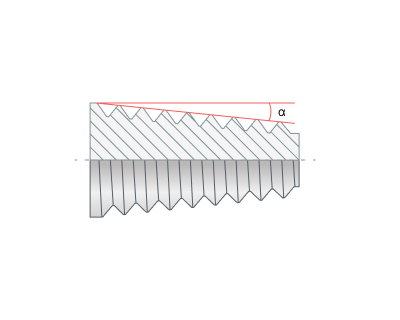
Конус. Необходимо для нарезки конической резьбы. С помощью данного параметра можно установить угол конусности.
Режим коррекции. Аналогично группе Вывод в 2D-контуре. Узнать больше
Направление резьбы (направление спирали). Вид резьбы, правая или левая, определяется направлением резьбы. Он также может определить направление фрезерования попутное или встречное.
Встречное . Используйте для Выбоки отверстия В обработке материалов резание подразумевает стратегию, при которой инструмент двигается против движения заготовки. Узнать больше
Попутное. Используйте для Выбоки отверстия В обработке материалов резание подразумевает стратегию, при которой инструмент двигается в том же направлении ,что и заготовка. Узнать больше
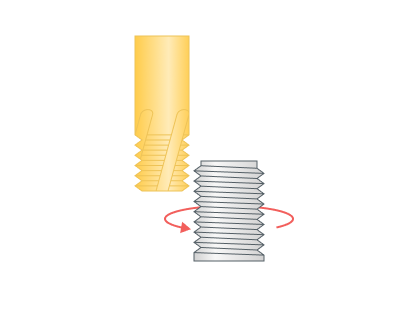
CW (Правая). Спираль завита вправо. Инструмент вращается по часовой стрелке, если смотреть сверху. Используется для резьбофрезерования
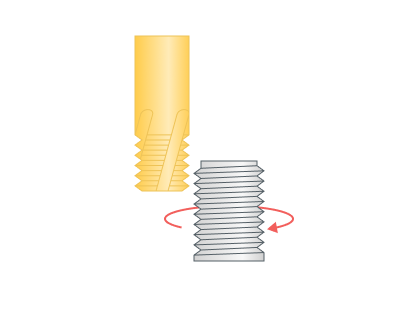
CWW(Левая). Спираль завита влево. Инструмент вращается против часовой стрелке, если смотреть сверху. Используется для резьбофрезерования
Округлить до целого. Округляет количество оборотов. Не поддерживает значение шага
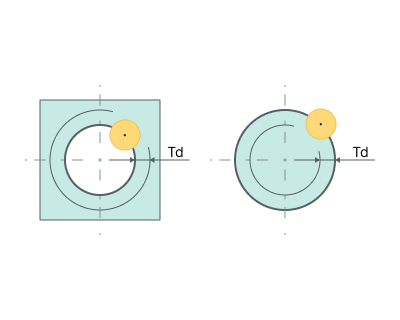
Глубина резьбы (Td). Определяет расстояние между наружным и внутренним диаметрами резьбы. Во всех случаях (наружная и внутренняя резьба) диаметр, задаваемый в рабочем задании, определяет наружный (максимальный) диаметр резьбы. Внутренний диаметр определяется как разность наружного диаметра и параметра Глубина резьбы.
Число заходов. Число заходов для многозаходной резьбы
Траектория фрезерования резьбы. Параметр используется для определения типа траектории инструмента в зависимости от используемого типа инструмента. Это может быть одно из следующих: Непрерывная или С переходом вдоль оси.
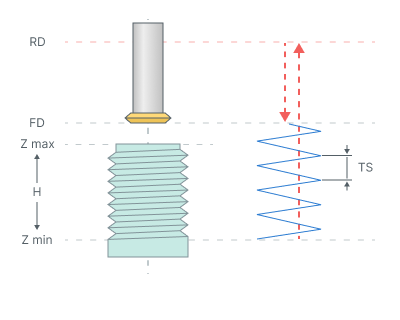
Непрерывная. Этот тип траектории используется для однорежущего инструмента, который формирует только один виток резьбы при каждом витке спирали. Геометрически траектория представляет собой непрерывную спираль.
<*TS - Шаг резьбы*>
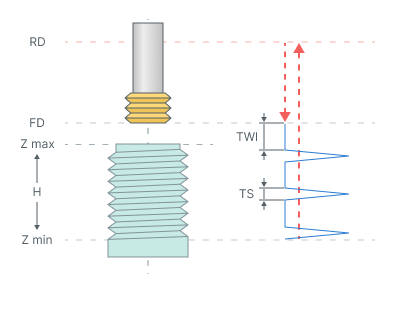
С переходом вдоль оси. Параметр используется для определения типа траектории инструмента в зависимости от используемого типа инструмента. Это может быть одно из следующих: Непрерывная или С переходом вдоль оси.
Количество оборотов. Количество заходов.
Рабочая длина инструмента (TWL). Он определяет длину переходов между соседними витками спирали. Это значение должно быть рассчитано как шаг резьбы, умноженный на количество витков, которые может создать инструмент за один виток спирали (см. подсказку С переходом вдоль оси).
Последовательность обработки.
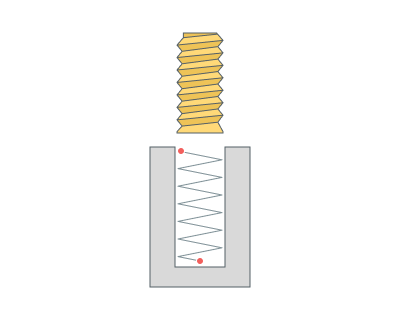
Сверху-вниз. Обработка производится сверху вниз.
Снизу-вверх. Обработка ведется снизу вверх.
Черновые проходы . Траектория инструмента смещается в плоскости на величину толщины Черновых проходов.
Чистовой ход. Контур становится чистовым. К нему добавляется дополнительный черновой проход на расстоянии, указанном в параметре.
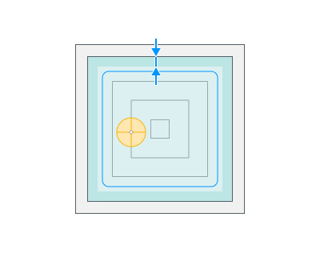
Завершающий проход по окружности. Добавляет круговой проход в нижней части отверстия.
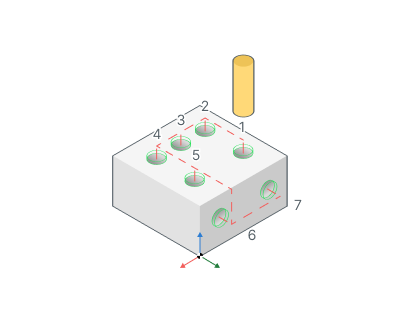
Порядок обработки отверстий.
Система оптимизирует порядок обработки внутри групп отверстий, лежащих в одной плоскости
Оптимально. Система минимизирует продолжительность холостых движений.
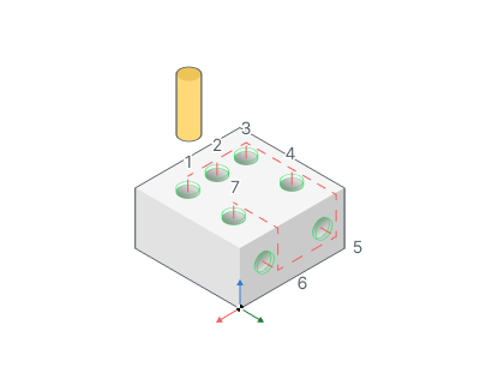
По списку. Порядок обработки отверстий зависит от порядка в списке Рабочее задание
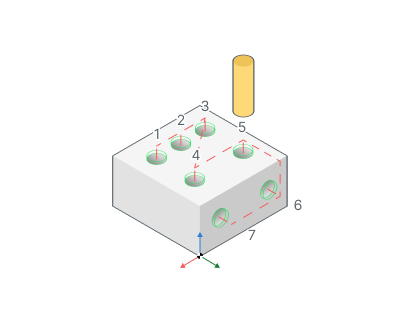
Группировать отверстия с одинаковой плоскостью. Система оптимизирует порядок обработки внутри групп отверстий, лежащих в одной плоскости.
Использовать систему координат отверстий.
Вкл.: Позволяет включить использование локальных систем координат для обработки каждого отверстия. После позиционирования на безопасном уровне над отверстием будет сгенерирована локальная система координат (команда переноса ЛСК – Origin) с началом на верхнем уровне отверстия и осью Z, совпадающей с осью отверстия. При переходе к следующему отверстию генерируется ЛСК для нового отверстия и т.д. Таким образом, циклы обработки отверстия всегда получаются в плоскости XY локальной системы координат, что поддерживается большинством стоек ЧПУ.
Выкл.: Все отверстия обрабатываются в общей системе координат операции.
Формат УП
Определяет способ вывода операции сверления
Преобразования:
Набор параметров операций, позволяющих выполнить преобразование координат для рассчитываемой в процессе работы траектории движения инструмента. Узнать больше
Сопутствующие ссылки:
Операции для 2D и 2.5D обработки