Многозадачная обработка
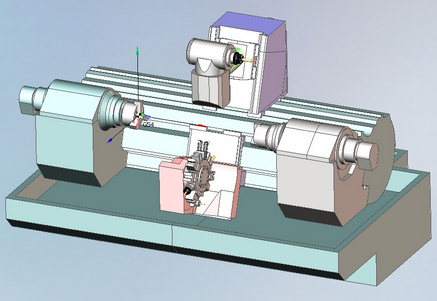
Многозадачные станки позволяют производить обработку несколькими рабочими органами одновременно. Конструктивно они могут существенно отличаться друг от друга. Например токарно-фрезерные многозадачные станки совмещают несколько шпинделей и/или револьверных головок в одном корпусе. Иногда многозадачный станок представляет собой по сути два или более одинаковых станка, работающих над одной заготовкой.
|
Многозадачный токарно-фрезерный станок |
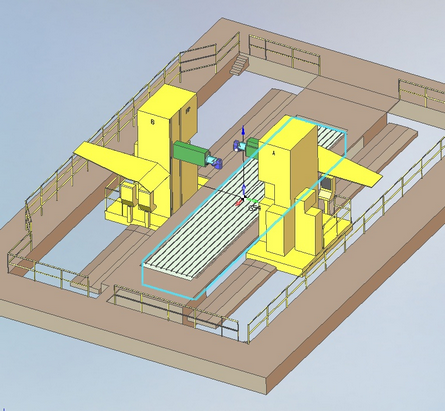
Многозадачный фрезерный станок |
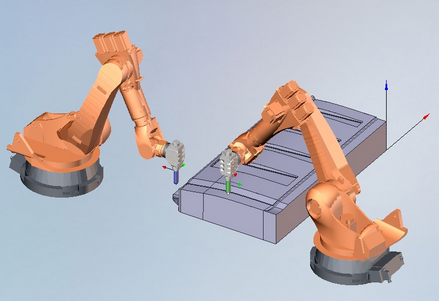
Два синхронно работающих робота |
|
|
|
|
При многозадачной обработке каждый инструмент управляется своей программой. Такая программа называется каналом управления. Соответственно многозадачный станок имеет более одного канала управления. В некоторых случаях задачу программирования многоканальной обработки можно представить как создание отдельных, несвязанных между собой, проектов для каждого канала. Такой упрощенный подход неприемлем если в одном канале необходимо учитывать результат полученный в результате работы другого канала или оба канала работают одновременно над одной заготовкой.
CAM система предоставляет инструменты для программирования многозадачных станков. Для активизации этих функций необходимо загрузить кинематическую схему многоканального станка. В комплект стандартной поставки входят схемы для токарно-фрезерного обрабатывающего центра Index G160 и сдвоенный станок FPT. Этого достаточно для тестирования функциональности системы в режиме опытной эксплуатации. Если вам необходима схема конкретного оборудования, обращайтесь к вашему дилеру.
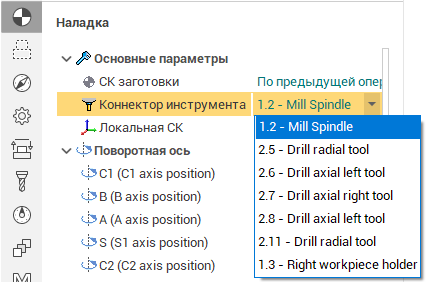
В режиме "Технология" процесс программирования многоканальной обработки не отличается от одноканальной. Необходимо лишь помнить, что выбор держателя инструмента определяет еще и канал, в котором будет производиться обработка. Пользователь сам должен заботиться о загруженности каналов и равномерном распределении времени обработки между ними.
На странице "Моделирование" для многозадачных станков появляется кнопка выбора режима моделирования:
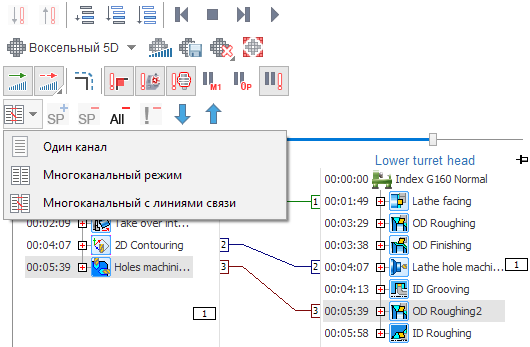
В одноканальном режиме моделирование обработки производится последовательно операция за операцией. В этом режиме удобно анализировать траекторию отдельно взятой операции без учета действий других каналов.
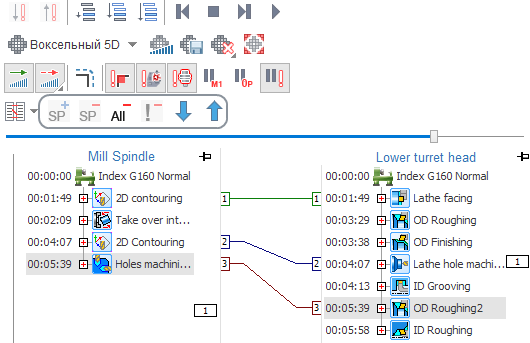
В многоканальном режиме идет моделирование обработки одновременно всех каналов, так как это и будет происходить на реальном оборудовании. В этом режиме удобно контролировать конфликты и столкновения с учетом перемещений по всем каналам. Обнаруженные столкновения могут быть разнесены во времени путем добавления точек синхронизации.
Многоканальный режим с линиями синхронизации удобен для добавления, удаления и изменения меток синхронизации.
Точки (метки) синхронизации
Точка синхронизации позволяет приостановить работу одного из каналов, до тех пор пока в другом канале не будет выполнен определенный кадр. Во многих стойках управления точки синхронизации кодируются с помощью М-кодов, Для этого в управляющих программах, относящимся к разными каналам, выставляются одноименные М-коды. Например, если команда M500 означает точку ожидания, то она должна быть прописана в программах, относящихся к более чем одному каналу. Тот из каналов, который первым достиг команды M500 останавливается, и ждет пока, эта же метка не будет достигнута в соседнем канале. После того как метка достигнута, оба канала одновременно приступают к выполнению следующих кадров.
В CAM системе метки синхронизации расставляются с помощью кнопок показанных ниже
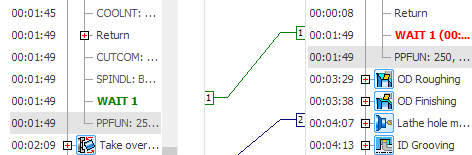
Для добавления точки необходимо во всех каналах выбрать кадры, которые должны начаться одновременно, и нажать кнопку "Добавить точку синхронизации". Перед выбранными командами будет вставлена команда "WAIT". В том канале, где расчетное время достижения указанной точки меньше, команда будет окрашена в красный цвет и в скобочках будет указано ориентировочное время ожидания соседнего канала.
Список точек синхронизации является атрибутом проекта, а не операции. Это позволяет восстанавливать точки после перерасчета операции. Восстановление точки происходит на основе сохраненной информации о состоянии станка. Таким образом, точка будет корректно восстановлена после изменения подачи, точности аппроксимации или других изменений, несущественно влияющих на характер траектории операции. Если же траектория операции была существенно переопределена, то рекомендуется заново расставить точки синхронизации.
Для удаления метки синхронизации необходимо выбрать команду "WAIT" в любом из каналов и нажать кнопку "Удалить точку синхронизации"
Если, после расстановки точек синхронизации одна из операций была удалена, выключена или перемещена, то возникает ситуация, когда метка не может быть восстановлена во всех каналах. Такие метки помечаются как "некорректные", и могут быть удалены вручную или с помощью кнопки "удалить все некорректные точки синхронизации".
Для удаления всех меток можно воспользоваться кнопкой "удалить все точки синхронизации".