Операция "2D электроэрозионная обработка контура"
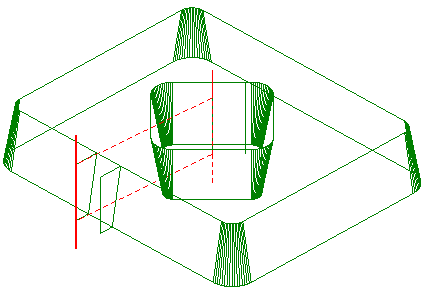
Операция <2D электроэрозионная обработка контура> предназначена для формирования траектории перемещения проволоки вдоль плоского контура (2-х координатная обработка), а также перемещения вдоль плоского контура с определенным углом наклона проволоки (конусная или 3-х координатная обработка). Получаемая траектория перемещения проволоки, таким образом, основывается на контурах, лежащих в одной плоскости, в отличие от 4-х координатной обработки, где отдельно должны указываться контура, которые описывает проволока в нижней плоскости (плоскости рабочего контура XY) и в верхней плоскости (плоскости направляющего контура UV).
Специфические для каждой операции опции задаются в окне параметров операции на странице <Параметры>.
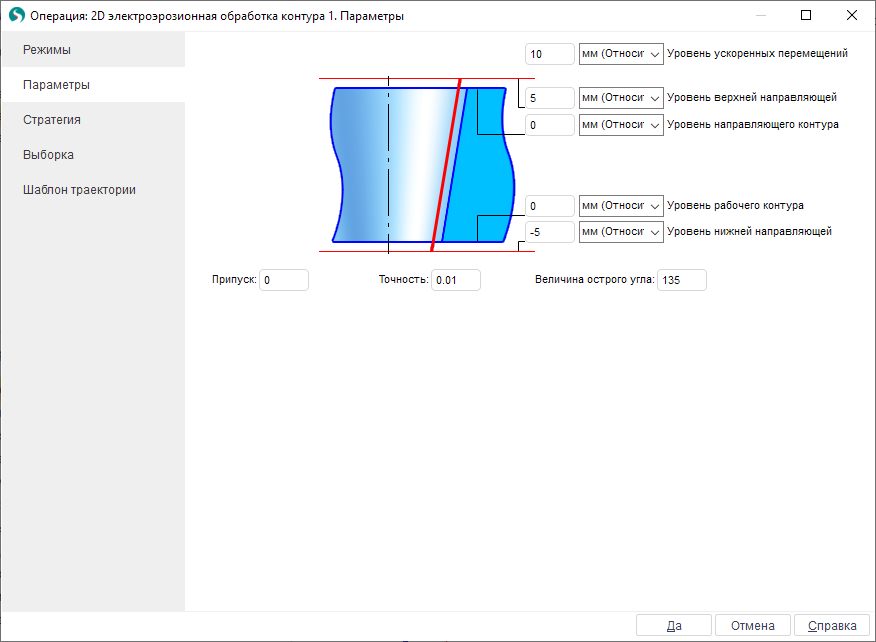
Здесь можно отредактировать следующие свойства операции:
<Уровни обработки>:
<Уровень ускоренных перемещений> – определяет координату Z плоскости, в которой совершаются ускоренные перемещения. Может располагаться выше, чем рабочие уровни, для того, чтобы ускоренные перемещения могли совершаться в плоскости, свободной от различного рода приспособлений и оснастки.
<Уровень верхней направляющей> – используется для установки плоскости перемещения верхней направляющей электроэрозионного станка.
<Уровень направляющего контура> – определяет плоскость, в которой располагается верхний направляющий (UV) контур при 4-х координатной обработке. При 2D обработке задает уровень, на котором будет отрисовываться "виртуальный" верхний контур.
<Уровень рабочего контура> – уровень Z плоскости XY, в которой обычно располагается нижний рабочий контур (программный контур).
<Уровень нижней направляющей> – используется для установки плоскости перемещения нижней направляющей электроэрозионного станка.
<Припуск> – задаётся величина дополнительно оставляемого припуска, общего для всех контуров операции. Способ учета величины припуска зависит от используемого режима коррекции на радиус проволоки, указанного на странице <Стратегия>. Величина коррекции для каждого прохода определяется как <Величина смещения>, заданная в окне <Режимы> для конкретного прохода, плюс величина <Припуска>. Для режимов коррекции <Компьютер>, <Оба> и <Оба с инверсией> на данную величину системой строится эквидистанта, а для режима <Стойка> эта величина заносится в регистр с номером, равным <Коду смещения>, указанному для соответствующего прохода в окне <Режимы>.
<Точность> – представляет собой точность расчетов и определяет максимальное отклонение аппроксимированной траектории перемещения проволоки от идеальной. При указании высокой точности время расчетов может значительно увеличиться. Если же точность слишком занижена, то на детали могут появляться нежелательные зарезы.
<Величина острого угла> позволяет регулировать, какие именно углы можно считать острыми, и, соответственно, какие углы необходимо сглаживать. Если угол по абсолютному значению оказывается больше чем <Величина острого угла>, то он не считается острым и не сглаживается.
Сопутствующие ссылки: