Избегать столкновений
Область применения:
Используя функцию Контроль столкновений оправки эта опция проверяет участки траектории, где имеет место столкновение инструментальной оправки с деталью и изменяет эти участки в соответствии с выбранной стратегией.
Стратегии избегания столкновений.
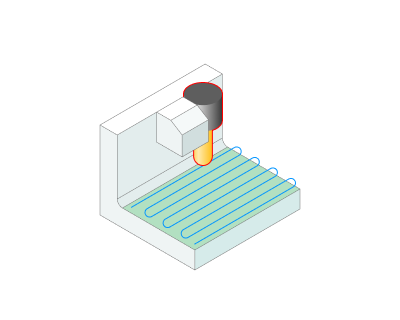
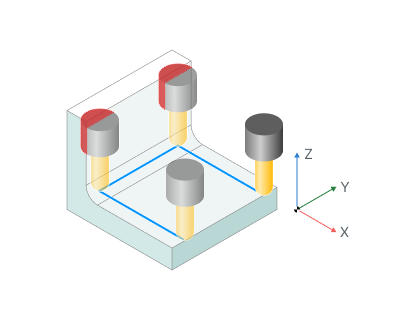
Обрезать траекторию. Участки со столкновениями исключаются из траектории.
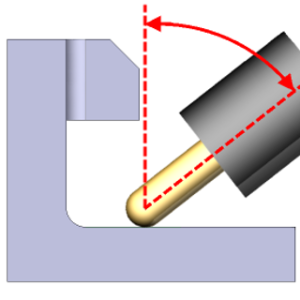
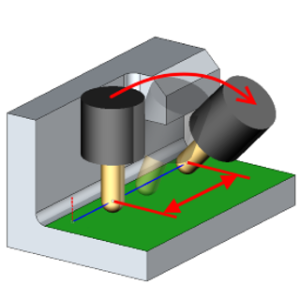
Отклоняться в плоскости перемещений. Инструмент отклоняется от столкновения во фронтальной плоскости.
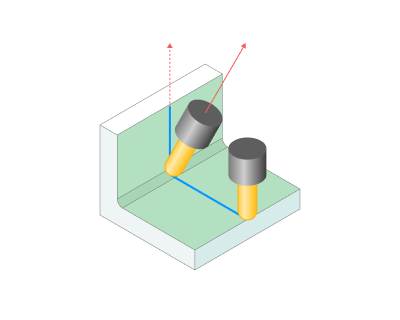
Отклоняться в бок. Инструмент отклоняется от столкновения вбок.
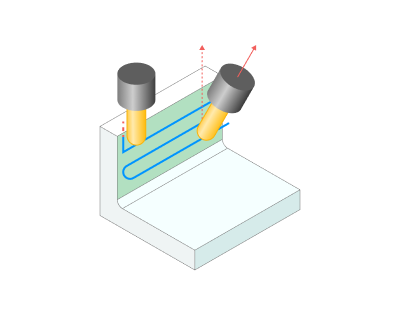
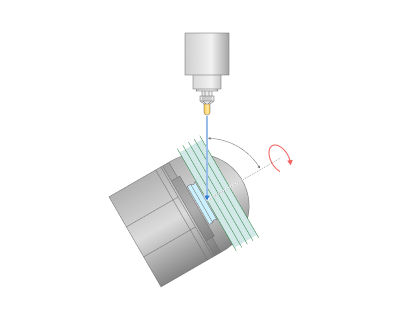
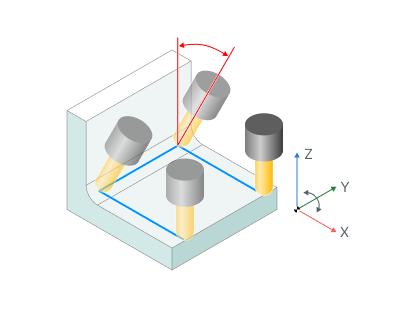
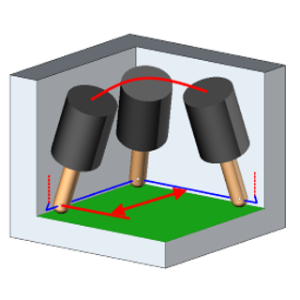
Отклонять вдоль Поворотной оси. Инструмент отклоняется от первоначальной ориентации на заданный угол отклонения в плоскости, образованной Поворотной осью и точкой контакта инструмента. Работает только с 5-осевыми станками, имеющими поворотную ось вокруг оси вращения. Например, поворотная ось на столе C.
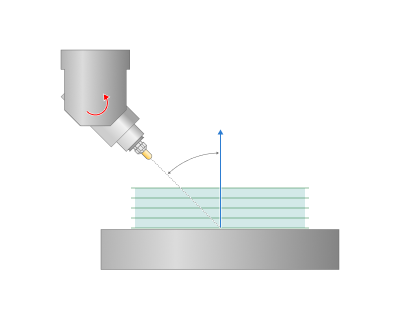
Наклон вокруг оси вращения. Инструмент отклоняется от первоначальной ориентации на заданный угол отклонения в плоскости, перпендикулярной к Поворотной оси. Работает только со станками, не имеющими оси вращения вокруг оси вращения.
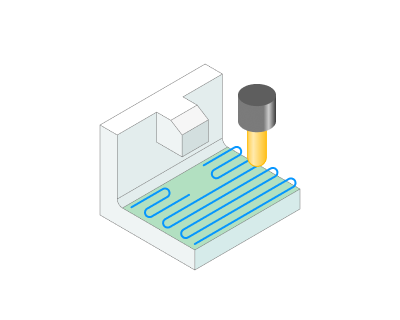
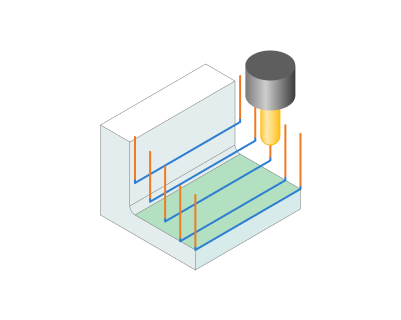
Сместить вдоль инструмента. Траектория смещается вдоль оси инструмента в пределах заданного расстояния, так, чтобы обеспечить отсутствие касания державки с заготовкой. В этой стратегии траектория остается непрерывной.
По умолчанию. Применяется стратегия, принятая в системе по умолчанию.
Параметры стратегий избегания столкновений.
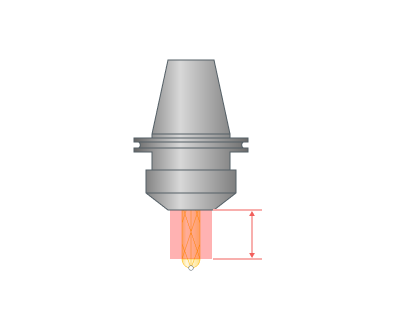
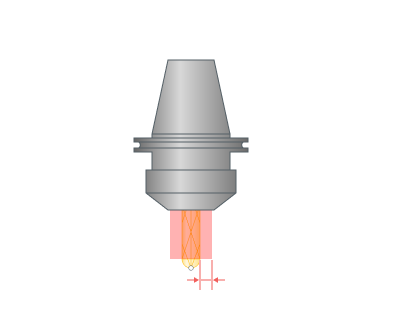
Рабочая длина. Задается значение длины режущей части инструмента вдоль своей оси ( параметр LU согласно ISO 13399 ).
Радиальный зазор. Задается минимальное безопасное расстояние между нерабочей частью инструмента и заготовкой в направлении, перпендикулярном к оси инструмента.
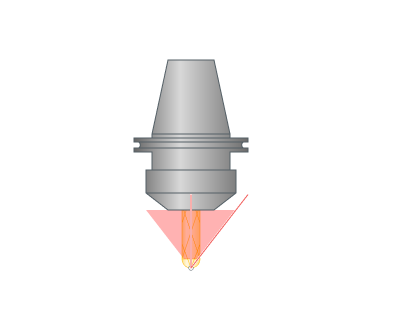
Угловой зазор. Зона безопасности вокруг инструмента представляет собой усеченный конус с радиусом при вершине равным радиусу инструмента с прибавкой Радиального зазора и с углом равным Угловому зазору.
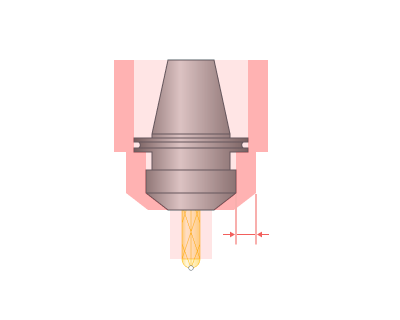
Радиальный зазор оправки. З адается минимальное безопасное расстояние между оправкой и заготовкой в направлении, перпендикулярном к оси инструмента.
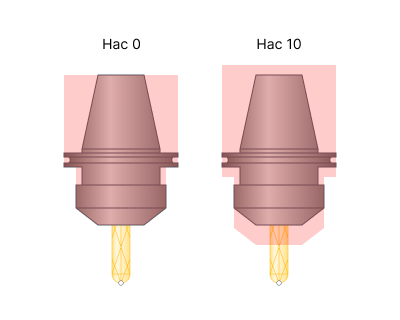
Осевой зазор оправки. З адается минимальное безопасное расстояние между оправкой и заготовкой в направлении оси инструмента. Hac - Осевой зазор оправки.
Фиксированное направление наклона. Фиксирует перемещение инструмента под выбранным углом (с учетом заданных зазоров в параметрах Контроля оправки) при приближении к препятствию относительно выбранной глобальной системы координат.
Дополнительный угол наклона. Дополнительный угол отклонения траектории от положения, заданного Ориентацией инструмента в стратегиях Избегания столкновений, связанных с наклонами, гарантирует безопасную траекторию без столкновений.
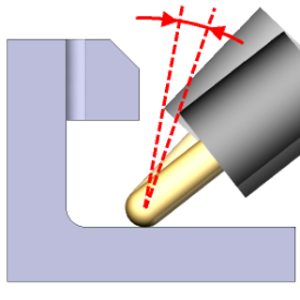
Наибольший угол наклона. Максимально допустимый Дополнительный угол наклона.
Коэффициент сглаживания. Чем больше значение коэффициента, тем плавнее изменяется наклон оси инструмента. 0 означает отсутствие сглаживания.
Расстояние сглаживания. Расстояние между двумя точками траектории, используемое для расчета текущего направления наклона инструмента. Используйте более высокие значения при обработке нестандартных форм, чтобы исключить ненужные колебания оси инструмента. При обработке внутренних углов используйте значения большие, чем радиус оправки.
Минимальный зазор. Расстояние вдоль оси инструмента, на которое смещается траектория чтобы обеспечить отсутствие касания оправки и заготовки.
Максимальное расстояние. Наибольший допустимый Минимальный зазор.
Контроль шпинделя. Группа параметров, отвечающих за предотвращение столкновения заготовки со шпиндельным узлом станка.
Автоматически. В этом режиме расчет столкновений производится на основе 3D моделей кинематической схемы станка.
Вручную. В этом режиме система контролирует столкновения между заготовкой и зоной безопасности, состоящей из усеченного конуса и цилиндра. Конус формируется Радиусом при вершине, Углом и Максимальным радиусом. Цилиндр формируется Максимальным радиусом.
Радиальный зазор шпинделя. Задается минимальное безопасное расстояние между шпиндельным узлом и заготовкой в направлении перпендикулярном к оси инструмента.
Осевой зазор шпинделя. Задается минимальное безопасное расстояние между шпиндельным узлом и заготовкой в направлении оси инструмента.
Максимальный радиус. В Автоматическом режиме это радиус цилиндра, охватывающего прилегающие к шпинделю узлы (например, шпиндельную бабку), которые могут столкнуться с заготовкой в процессе обработки. В режиме Вручную это максимальный радиус зоны безопасности.
Радиус. Габаритный радиус шпиндельного узла.
Угол. Зона безопасности вокруг шпиндельного узла представляет собой усеченный конус с радиусом при вершине равным Радиусу с прибавкой Радиального зазора шпинделя и с углом равным Углу.