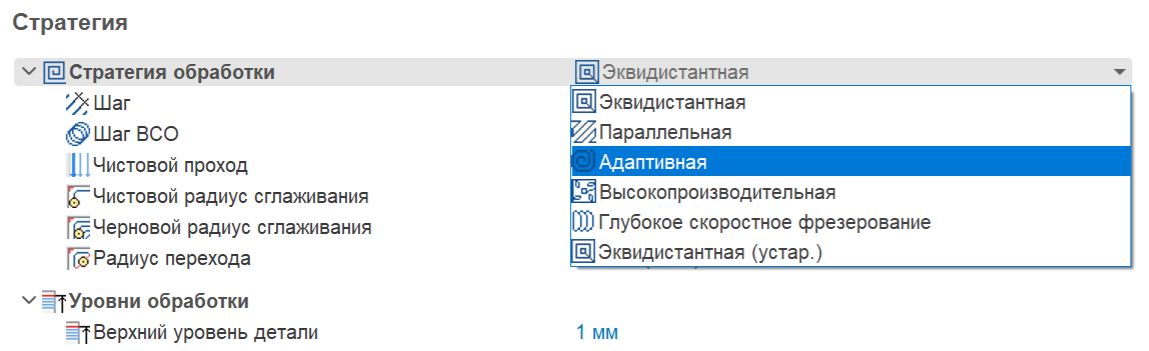
«Адаптивная»
Модуль, включающий возможность высокоскоростной черновой фрезерной обработки.
Примечание:
Модуль лицензируется отдельно.
Стратегии выборки предназначены для эффективного удаления материала заготовки из открытых и закрытых карманов.
Эти стратегии доступны в следующих операциях:
Имеется 6 стратегий выборки. Некоторые из них опциональные и требуют дополнительного лицензирования. Такое большое количество стратегий есть результат длительной разработки разными программистами. Каждая стратегия имеет свои собственные достоинства и недостатки, поэтому ни одна из них не может быть удалена из системы.
|
Стратегия |
|
|
|
Эквидистантная устаревшая |
Достоинства
|
Недостатки
|
|
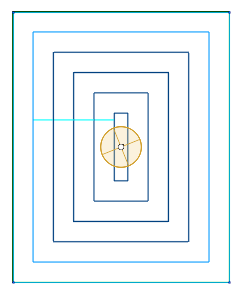
Эквидистантная
|
Достоинства
|
Недостатки
|
|
Высокопроизводительная
|
Достоинства
|
Недостатки
|
|
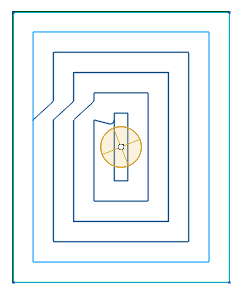
Глубокое скоростное фрезерование
|
Достоинства
|
Недостатки
|
|
Адаптивная
|
Достоинства
|
Недостатки
|
|
Параллельная
|
Достоинства
|
Недостатки
|
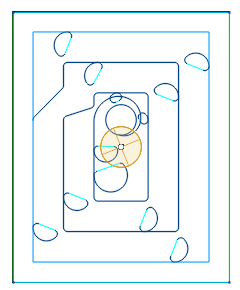
Особенности адаптивной стратегии выборки
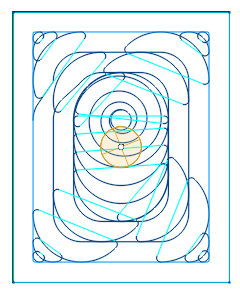
Высокопроизводительная стратегия используется для удаления материала на высокой подаче с использованием максимально возможной для инструмента глубины фрезерования при небольшом шаге выборки (5%-30%). Такие параметры достигаются благодаря тому, что в стратегии гарантируется не превышение заданной ширины реза.
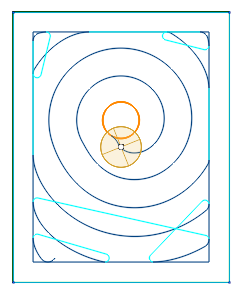
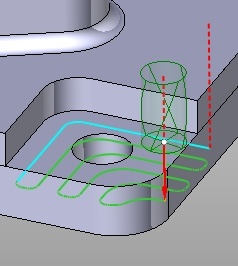
Материал удаляется "по спирали". В траектории отсутствуют острые углы. Гладкость траектории контролируется отдельными параметрами для радиусов скругления на черновых ходах, чистовом проходе и переходах. Холостые перемещения по возможности осуществляются в рабочей плоскости с небольшим дополнительным зазором, что способствует охлаждению инструмента. Врезания в заготовку производятся с использованием щадящей для инструмента техники вкатывания (англ. Roll-In Technique). Возможно выполнять как только попутную обработку, так и смешанную (попутно-встречную). При этом можно отдельно задать шаг выборки и подачу для встречного фрезерования.
Как выбрать стратегию выборки
Наилучшая стратегия Адаптивная. Эта стратегия не установлена по умолчанию только потому, что требует дополнительного лицензирования. Мы настоятельно рекомендуем приобретать ее. Все остальные варианты имеет смысл проверять, если эта стратегия недоступна или дает неудовлетворительный результат.
Если использование адаптивной стратегии невозможно и требуется равномерная нагрузка на инструмент, то следует попробовать Глубокое скоростное фрезерование.
Если равномерная нагрузка на инструмент не требуется, а шаг обработки более 50% от диаметра инструмента, то следует попробовать Высокопроизводительную стратегию.
Если равномерная нагрузка на инструмент не требуется, а шаг обработки менее 50% от диаметра инструмента, то следует попробовать Эквидистантную стратегию.
Используйте Параллельную стратегию по вашему усмотрению.
Эквидистантная (устаревшая) используется если остальные способы дали неудовлетворительный результат.
Особенности генерации траектории
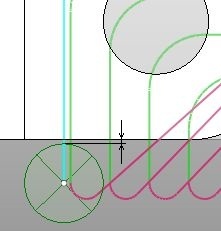
Параметр "расстояние отскока"
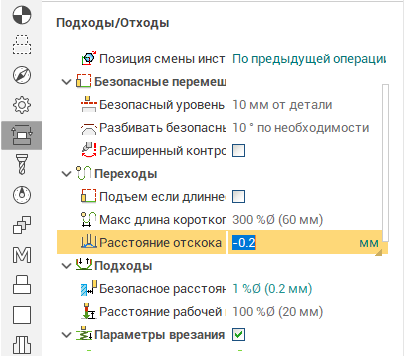
Инструмент немного приподнимается над уже обработанной плоскостью, когда движется к началу следующей дуги.
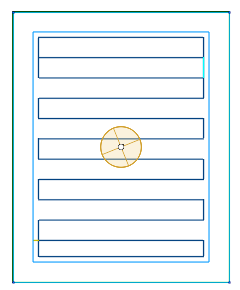
Скругления острых углов траектории в режиме зигзаг.
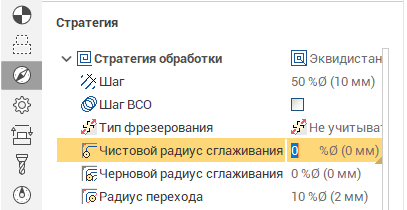
Величина ‘Черновой / Чистовой радиус сглаживания’ используется для скругления переходов.
Переходы без подъема на безопасную плоскость.
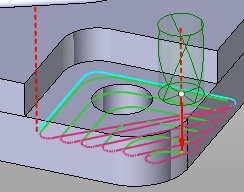
В попутном и встречном режимах инструмент по кратчайшему пути перемещается к следующей строчке без подъема на безопасную плоскость. Если переход выполняется над обработанной поверхностью, то инструмент приподнимается на расстояние отскока. Также используется радиус холостых ходов для скругления острых углов.
Безопасное расстояние
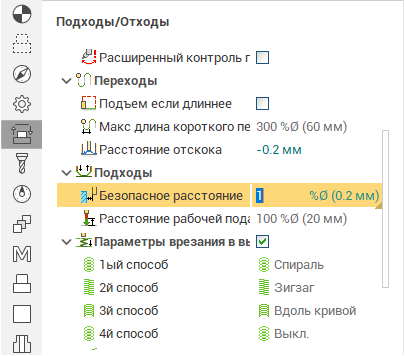
Безопасное расстояние применяется при подъемах и опускании инструмента. Вертикальное перемещение выполняется на этом расстоянии от заготовки. Таким образом нет необходимости задавать подходы и отходы, чтобы избежать столкновения с заготовкой на ускоренной подаче.
Если Вы используете для опускания фрезы предварительно просверленное отверстие, то его диаметр должен быть больше диаметра фрезы на удвоенную величину безопасного расстояния. В противном случае это отверстие не будет обнаружено .
Переходы на ускоренной подаче
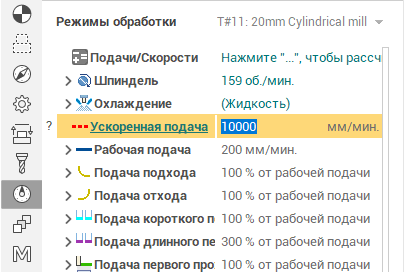
Для переходов может использоваться как подача перехода, так и подача возврата. Если длина холостого перемещения меньше чем параметр "Короткий переход", то оно выполняется на подаче перехода, иначе на подаче возврата. По умолчанию, подача возврата устанавливается как 300% от рабочей подачи, то есть она не предназначена для резания. Если в процессе моделирования будет обнаружено резание на подаче возврата, то такой ход будет помечен как ошибочный.
Сопутствующие ссылки:
Конфигурации по видам обработки