Параметры элемента рабочего задания
Базовые параметры:
Сразу после добавление контура в список элементов рабочего задания он отображается в графическом окне (см. рисунок ниже). Напротив начальной точки контура отображаются стрелочки определяющие направление и сторону обработки. Щелчок левой кнопкой мыши по голубой стрелочке меняет направление обработки. Щелчок правой кнопкой мыши по зеленой стрелочке меняет сторону обработки.
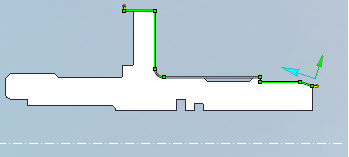
При нажатии правой кнопкой мыши по любой из стрелочек открывается окно параметров контура. Такое же окно открывается при нажатии на кнопку "Свойства" элемента.
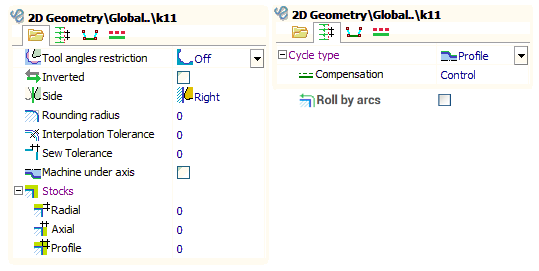
Тип цикла определяет способ формирования траектории на основе заданного контура.
Радиус скругления кромок определяет радиус дуги которой будут скругляться все острые наружные углы контура. Если радиус равен нулю, то скругление не выполняется.
Точность интерполяции дугами позволяет перестроить контур объединив множество входящих в него сегментов дугами окружностей или отрезками. При этом результирующий контур будет отстоять от исходного не более чем на указанную величину. Применение этой функции целесообразно, например, при обработке сплайновой кривой.
Припуски позволяют сдвинуть контур траектории инструмента в осевом, радиальном или эквидистантном направлении. Положительное направление припуска определяется обрабатываемой стороной контура
Точность сшивки используется при построении токарной образующей по множеству кривых и поверхностей.
Режимы коррекции контура с учетом радиуса инструмента:
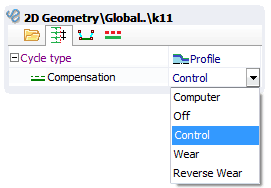
Если коррекция выключена (Выкл.), то контур выводится в управляющую программу без каких-либо преобразований. При использовании этого режима на сложных контурах возможны зарезы либо недоработки, что требует особого внимания при моделировании обработки.
Если включен режим коррекции "на компьютере", то к исходному контуру строится эквидистанта на радиус пластины инструмента, а затем она смещается на настроечную точку инструмента. Как правило это приводит к смещению наклонных отрезков, увеличению наружных и уменьшению внутренних радиусов дуг окружностей контура на радиус пластины. Начальные точки также смещаются на радиус пластины.
Если задан режим коррекции "на стойке", то контур выводится в управляющую программу без геометрических преобразований, Но перед кадрами подхода и отхода выводятся, соответственно, команды включения и выключения коррекции (ISO G41/42/40).
Режимы износ и обратный износ характерны тем, что геометрия контура преобразуется согласно правилу "на компьютере", Но дополнительно выводятся команды включения и выключения коррекции, так как это делается для режима коррекции "На стойке". Режимы износ и обратный износ отличаются друг от друга направлением коррекции.
Параметр "Обработка ниже оси вращения" позволяет сформировать траекторию обработки за осью вращения. Соответственно все радиальные координаты в такой программе будут иметь отрицательное значение.
Если включен параметр "Скруглить дугами" и режим коррекции установлен в "Износ" или "Компьютер", то в наружных углах контура формируется дуга, с радиусом равным радиусу пластины. Иногда это позволяет снизить вибрацию станка от резкой смены направления движения инструмента.
Подводы, отводы и переходы между элементами.
Перед началом и в конце каждого контура добавляется еще по одному элементу. Эти элементы называются соответственно подвод и отвод. При использовании коррекции на радиус пластины, подвод является ходом включения коррекции, а отвод - ходом выключения. Геометрические размеры подвода и отвода удобнее всего задавать в графическом поле. Причем могут задаваться как конечная точка так и длина отрезка. Подвод/отвод может выполняться по отрезку или дуге. Для переключения типа дуга-отрезок на графическом экране нужно щелкнуть по уже выбранному подходу. Геометрические параметры подвода и отвода могут также задаваться в следующем окне.
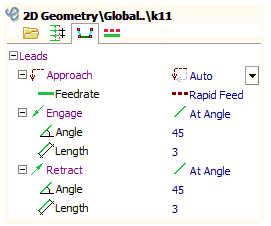
Если в операции задано несколько элементов, то переходы между ними по умолчанию осуществляются на ускоренной подаче. Способ подхода в первой точке контура из последней точки предыдущего элемента определяется режимом подхода.
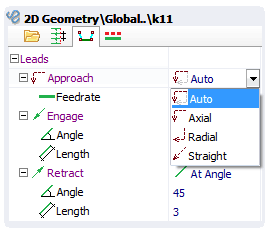
В осевой режиме, то подход вначале производится в осевом, а затем в радиальном направлении. В радиальном режиме наоборот подход выполняется вначале в радиальном, затем в осевом направлениях. Режим "Прямая" формирует переход по прямой линии. Автоматический режим выбирает радиальный или осевой подход в зависимости от последней точки предыдущего контура и стороны обрабатываемого контура. При необходимости может быть указана требуемая подача выполнения перехода.
Управление подачами
Обработка вдоль каждого контура по умолчанию осуществляется с подачей указанной в параметрах операции. При необходимости указать различную подачу для каждого элемента рабочего задания, воспользуйтесь окном свойств элемента.
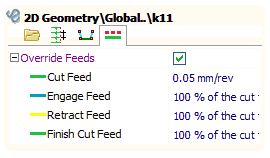
Если галочка напротив пункта "Подачи" не установлена, то подача контура будет браться из окна параметров операции, в противном случае подачи указываются в данном окне.
Ограничения контура углами инструмента
При обработке канавок для исключения зарезов и поломок инструмента практически всегда необходимо учитывать допустимые углы резания инструмента. Эти углы задаются в окне свойств. Существует 6 режимов контроля углов инструмента.
По умолчанию для простого контура контроль углов инструмента выключен. В этом случае коррекция контура по углам инструмента не производится. Если в контуре имеются канавки, то скорее всего это приведет к зарезу детали.
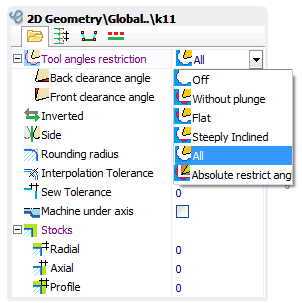
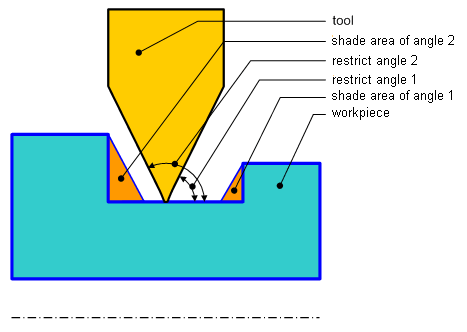
Режим "ограничение абсолютными углами" позволяет откорректировать контур вне зависимости от реальных углов инструмента. Эти углы отмеряются от горизонтальной линии и изображены на следующем рисунке.
Режим "без врезания" позволяет полностью исключить опускание инструмента как в торцевые, так и в цилиндрические канавки. При наружнем точении в левом шпинделе этот режим соответствует установке первого угла в ноль градусов и второго угла в 90 градусов.
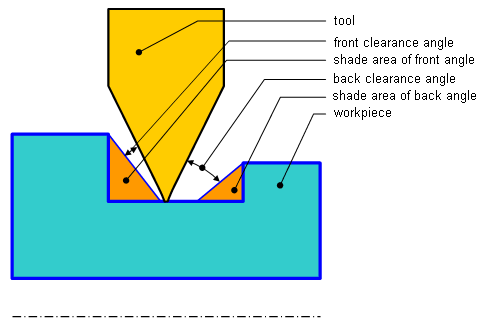
Режим "все канавки" позволяет опускаться в торцевые и боковые канавки настолько, насколько позволяет инструмент. При этом задаются задний и передний углы отступа, которые определяют абсолютные углы относительно углов реального инструмента и изображены на нижеследующем рисунке.
Режим "горизонтальные канавки" позволяет инструменту опускаться только в цилиндрические канавки и не заходить в торцевые. При наружнем точении в левом шпинделе этот режим соответствует установке второго абсолютного угла в 90 градусов и заднего угла отступа.
Режим "вертикальные канавки" позволяет инструменту заходить только в торцевые и не опускаться в цилиндрические канавки. При наружнем точении в левом шпинделе этот режим соответствует установке первого абсолютного угла в 0 градусов и переднего угла отступа.
Сопутствующие ссылки: