Параметры цикла "Внутренний угол (две стенки)"
Цикл <Внутренний угол (две стенки) > состоит из следующих шагов:
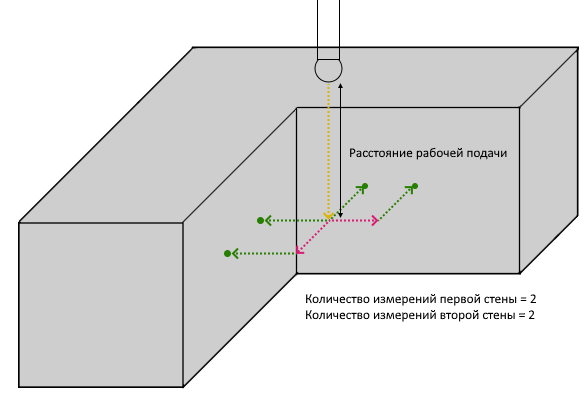
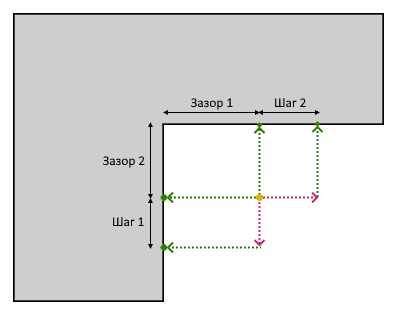
Инструмент перемещается на расстояние, указанное в поле <Расстояние рабочей подачи>, и подходит к начальной точке измерительного цикла, которая является пересечением первой точки касания на первой стороне со второй точкой касания на второй стороне на расстоянии <Зазор 1> и <Зазор 2> соответственно вдоль их векторов. Перемещение проходит на подаче подвода ;
Инструмент подходит к первой точке касания на первой стороне (на рабочей подаче) и затем возвращается (на подаче длинного перехода) к предыдущей позиции;
Если <Количество измерений первой стены> > 1:
Инструмент перемещается к следующей точке касания на текущей стороне на расстоянии указанном в поле <Зазор 1> в направлении его вектора;
Инструмент подходит к точке касания (на рабочей подаче) и возвращается (на подаче длинного перехода) в предыдущую позицию;
Шаг 3 повторяется столько раз, сколько указано в поле <Количество измерений первой стены>;
Инструмент возвращается в начальную точку цикла. Перемещение проходит на подаче длинного перехода ;
Инструмент подходит к первой точке касания на второй стороне (на рабочей подаче) и затем возвращается (на подаче длинного перехода ) к предыдущей позиции ;
Если < Количество измерений второй стены > > 1 :
Инструмент перемещается к следующей точке касания на текущей стороне на расстоянии указанном в поле < Зазор 2 > в направлении его вектора ;
Инструмент подходит к точке касания (на рабочей подаче) и возвращается (на подаче длинного перехода) в предыдущую позицию ;
Шаг 7 повторяется столько раз, сколько указано в поле < Количество измерений второй стены > ;
Инструмент возвращается в начальную точку цикла. Перемещение проходит на подаче длинного перехода ;
Инструмент поднимается на расстояние, указанное в поле < Расстояние рабочей подачи > .
Параметры:
|
Тип |
Описание |
|
|
CmdPrm.Int[-1] |
Integer |
Тип цикла измерения: Внутренний угол (две стенки) = 13 |
|
CmdPrm.Int[-2] |
Integer |
Подкод цикла, указанный в свойстве "Подкод для постпроцессора" на вкладке <Рабочее задание> |
|
CmdPrm.Flt[-50] |
Double |
Расстояние рабочей подачи, расстояние до начальной точки цикла |
|
CmdPrm.Flt[-56] |
Double |
Зазор 1, дистанция подхода к точкам касания на первой стороне |
|
CmdPrm.Flt[-57] |
Double |
З азор 2 , дистанция подхода к точкам касания на второй стороне |
|
CmdPrm.Int[-63] |
Integer |
Количество измерений первой стены, количество точек касания на первой стороне |
|
CmdPrm.Int[-64] |
Integer |
Количество измерений второй стены , количество точек касания на второй стороне |
|
CmdPrm.Flt[-65] |
Double |
Шаг 1, расстояние между точками на первой стороне |
|
CmdPrm.Flt[-66] |
Double |
Шаг 2, расстояние между точками на второй стороне |
|
CmdPrm.Flt[-100] |
Double |
Значение первой точки касания на первой cтороне вдоль оси X |
|
CmdPrm. Flt [-101] |
Double |
Значение первой точки касания на первой cтороне вдоль оси Y |
|
CmdPrm. Flt [-102] |
Double |
Значение первой точки касания на первой cтороне вдоль оси Z |
|
CmdPrm.Flt[-103] |
Double |
Значение первого целевого вектора на первой cтороне вдоль оси X |
|
CmdPrm. Flt [-104] |
Double |
Значение первого целевого вектора на первой cтороне вдоль оси Y |
|
CmdPrm. Flt [-105] |
Double |
Значение первого целевого вектора на первой cтороне вдоль оси Z
|
|
CmdPrm.Flt[-100-((N-1)*6)] |
Double |
Значение другой точки касания на первой/второй стороне вдоль оси X. N - номер точки касания |
|
CmdPrm.Flt[-101-((N-1)*6)] |
Double |
Значение другой точки касания на первой/второй стороне вдоль оси Y . N - номер точки касания |
|
CmdPrm.Flt[-102-((N-1)*6)] |
Double |
Значение другой точки касания на первой/второй стороне вдоль оси Z . N - номер точки касания |
|
CmdPrm.Flt[-103-((N-1)*6)] |
Double |
Значение другого целевого вектора на первой/второй стороне вдоль оси X . N - номер точки касания |
|
CmdPrm.Flt[-104-((N-1)*6)] |
Double |
Значение другого целевого вектора на первой/второй стороне вдоль оси
Y
. N - номер точки касания
|
|
CmdPrm.Flt[-105-((N-1)*6)] |
Double |
Значение другого целевого вектора на первой/второй стороне вдоль оси Z . N - номер точки касания |