Цикл токарного нарезания резьбы осевым инструментом G84 <TAP>
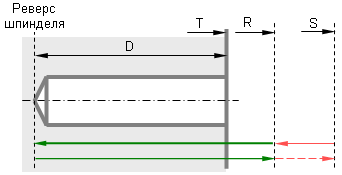
Цикл токарного нарезания резьбы осевым инструментом типа <TAP(168)> (G84) предназначен для нарезания резьбы неподвижным метчиком в осевом отверстии заготовки, которая вращается в шпинделе. Инструмент подходит к оси отверстия на уровне безопасной плоскости, перемещается ускоренно на уровень возврата, затем с рабочей подачей равной шагу резьбы производит обработку на заданную глубину. На дне направление вращения шпинделя инвертируется и на рабочей подаче инструмент поднимается до уровня возврата, где восстанавливаются исходные направление и частота вращения шпинделя.
Параметры:
|
Описание |
||
|
CLD[1] |
CLD.SubCmd |
Модификатор команды: ON(71) – включение стандартного цикла, CALL(52) – вызов стандартного цикла, OFF(72) – отмена стандартного цикла. |
|
CLD[2] |
CLD.SubType |
Идентификатор конкретного типа цикла: TAP(168) |
|
CLD[3] |
CLD.CLParams(1) |
Верхний уровень отверстия (T). |
|
CLD[4] |
CLD.CLParams(2) |
Глубина отверстия относительно верхнего уровня (D). |
|
CLD[5] |
CLD.CLParams(3) |
Уровень возврата (R). |
|
CLD[6] |
CLD.CLParams(4) |
Уровень безопасной плоскости (S). |
|
CLD[7] |
CLD.CLParams(5) |
Зарезервировано. |
|
CLD[8] |
CLD.CLParams(6) |
Зарезервировано. |
|
CLD[9] |
CLD.CLParams(7) |
Рабочая подача (Шаг резьбы). |
|
CLD[10] |
CLD.CLParams(8) |
Подача возврата. |
Сопутствующие ссылки: