Цикл точения резьбы за один проход G92 – <LATHETHREADG92(404)>
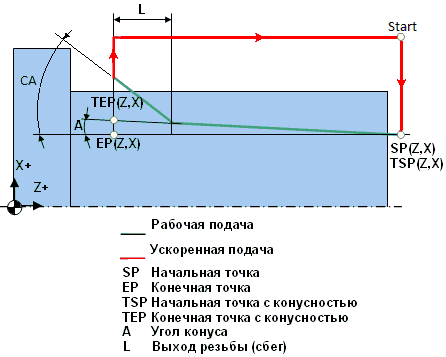
Цикл точения резьбы за один проход <LATHETHREADG92(404)> (в разных стойках может иметь обозначения G92, G78, G21 и др.) генерирует замкнутую последовательность ходов для одного прохода нарезания резьбы. Схема выполнения показана на рисунке ниже. Перед вызовом цикла инструмент находится в точке Start. Цикл вызывается одним кадром управляющей программы, в котором указывается конечная точка резьбы, шаг, размер конусности, фаски и др. В результате выполнения этого кадра инструмент из точки Start опустится в точку TSP, произведет нарезание резьбы до точки TEP и вернется в точку Start. Т.к. нарезание резьб обычно выполняют за несколько проходов, управляющая программа часто состоит из нескольких вызовов цикла с разным значением диаметра резьбы:
...
X60.0 Z20.0 M08
G01 Z10.0 F1.0 (Подход к точке Start)
G92 X29.4 Z-52.0 F2.0 (Вызов цикла)
X28.9 (Модальный вызов цикла G92 с другим значением диаметра)
X28.5 (Модальный вызов цикла G92 с другим значением диаметра)
X28.1 (Модальный вызов цикла G92 с другим значением диаметра)
X27.8 (Модальный вызов цикла G92 с другим значением диаметра)
X27.56 (Модальный вызов цикла G92 с другим значением диаметра)
X27.36 (Модальный вызов цикла G92 с другим значением диаметра)
X27.26 (Модальный вызов цикла G92 с другим значением диаметра)
G00 X200.0Z150.0M09 (Отвод инструмента)
...
Параметры:
|
Описание |
||
|
CLD[1] |
CLD.SubCmd |
Модификатор команды: ON(71) – включение стандартного цикла, CALL(52) – вызов стандартного цикла, OFF(72) – отмена стандартного цикла. |
|
CLD[2] |
CLD.SubType |
Идентификатор конкретного типа цикла: LATHETHREADG92(404) |
|
CLD[4] |
CLD.CLParams(2) |
Ориентация резьбы: 0 – наружная, 1 – внутренняя, 2 – торцевая. |
|
CLD[5] |
CLD.CLParams(3) |
Угол конуса в градусах (для конической резьбы) (A). |
|
CLD[6] |
CLD.CLParams(4) |
Координата Z начальной точки резьбы (SP.Z). |
|
CLD[7] |
CLD.CLParams(5) |
Координата X начальной точки резьбы (SP.X). |
|
CLD[8] |
CLD.CLParams(6) |
Координата Z конечной точки резьбы (EP.Z). |
|
CLD[9] |
CLD.CLParams(7) |
Координата X конечной точки резьбы (EP.X). |
|
CLD[10] |
CLD.CLParams(8) |
Координата Z начальной точки резьбы (с учетом конусности) (TSP.Z). |
|
CLD[11] |
CLD.CLParams(9) |
Координата X начальной точки резьбы (с учетом конусности) (TSP.X). |
|
CLD[12] |
CLD.CLParams(10) |
Координата Z конечной точки резьбы (с учетом конусности) (TEP.Z). |
|
CLD[13] |
CLD.CLParams(11) |
Координата X конечной точки резьбы (с учетом конусности) (TEP.X). |
|
CLD[14] |
CLD.CLParams(12) |
Длина выхода (подъема в конце резьбы) (L). |
|
CLD[22] |
CLD.CLParams(20) |
Тип задания шага резьбы: 0 – расстоянием, 1 – количеством витков на единицу длины. |
|
CLD[23] |
CLD.CLParams(21) |
Значение шага резьбы. |
|
CLD[32] |
CLD.CLParams(30) |
Угол участка выхода из резьбы (CA) в градусах. |
|
CLD[33] |
CLD.CLParams(31) |
Начальный угол шпинделя в градусах (для многозаходных резьб) |
Сопутствующие ссылки:
Описание технологических команд