Цикл чернового точения G71, G72 <LATHEROUGH>
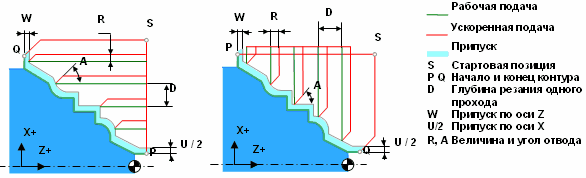
Стандартный цикл чернового точения G71 производит черновую обработку заготовки по заданной форме готовой детали. Команды F, S и T в строке G71 или уже установленные на момент G71, используются в цикле черновой обработки G71. Команда G71 обращается с двумя типами траекторий обработки. Если в программной траектории ось X не меняет направление, это первый тип траектории (тип I). Второй тип траектории (тип II) позволяет смену направления оси X. Смена направления оси Z недопустима для обоих типов траектории, как типа I, так и типа II.
Стандартный цикл G72 снимает материал с детали по заданной форме готовой детали. Он аналогичен G71, но снимает материал по торцу детали.
Последним перемещением для обоих типов циклов является возврат в начальное положение S. На рисунке начальное положение S – это положение инструмента в момент вызова цикла.
Циклы точения предполагают наличие программного контура детали PQ. В постпроцессор программный контур передается посредством NC-подпрограммы. Номер NC-подпрограммы передается через параметр <CLD[3]>.
Если параметр CLD[12]=1, то после чернового цикла G71 или G72 может быть вызван цикл чистового прохода по контуру G70.
Параметры:
|
Описание |
||
|
CLD[1] |
CLD.SubCmd |
Модификатор команды: ON(71) – включение стандартного цикла, CALL(52) – вызов стандартного цикла, OFF(72) – отмена стандартного цикла. |
|
CLD[2] |
CLD.SubType |
Идентификатор конкретного типа цикла: LATHEROUGH(401) |
|
CLD[3] |
CLD.CLParams(1) |
Номер NC-подпрограммы, содержащей обрабатываемый контур PQ. |
|
CLD[4] |
CLD.CLParams(2) |
Шаг обработки (D). |
|
CLD[5] |
CLD.CLParams(3) |
Направление обработки: 0 – вдоль оси вращения (G71), 1 – перпендикулярно оси вращения (G72) |
|
CLD[6] |
CLD.CLParams(4) |
Тип обработки: 0 – без использования перебега, 1 – с использованием перебега (дополнительные проходы вдоль контура, для снятия гребешка) |
|
CLD[7] |
CLD.CLParams(5) |
Знаковый припуск по оси Z (W) |
|
CLD[8] |
CLD.CLParams(6) |
Знаковый припуск по оси X (U/2) |
|
CLD[9] |
CLD.CLParams(7) |
Длина отхода (R) |
|
CLD[10] |
CLD.CLParams(8) |
Угол отхода (A) |
|
CLD[11] |
CLD.CLParams(9) |
Тип обработки: 1 - наружная, 2 - внутренняя |
|
CLD[12] |
CLD.CLParams(10) |
Наличие чистового прохода (G70): 0 - без чистового прохода, 1 - с чистовым проходом. |
|
CLD[13] |
CLD.CLParams(11) |
Эквидистантный припуск для контура. |
Приставка "знаковая" для величины означает, что если величина больше нуля, то она откладывается в положительном направлении соответствующей оси, а если меньше нуля – в отрицательном направлении оси.
Сопутствующие ссылки: